Правила СНиП и ГОСТ для столбчатых фундаментов
Монтаж столбчатого фундамента является самым экономичным вариантом устройства основания для дома. Такой каркас используется при строительстве легких зданий из дерева, панелей или каркасных листов. Причём желательно, чтобы грунт на участке был малоподвижным или полностью неподвижным с низким расположением уровня грунтовых вод.
Важно: по ГОСТу столбчатый фундамент может возводиться как без ростверка (специального опоясывающего каркаса, снижающего давление на опоры), так и с ростверком.
- Особенности и правила строительства
- Сечение колонн
- Правильное армирование колонн
- Копка ям
- Заливка башмака
- Монтаж ростверка
Особенности и правила строительства

Существует два вида столбчатого фундамента:
- Заглубленный;
- Мелкозаглубленный.
В первом случае основание для дома считается более надежным, поскольку нижняя часть опор уходит в глубь грунта ниже отметки промерзания земли. Таким образом, на колонны фундамента не будет происходить давление со стороны пучения грунта в сезон морозов.
В случае с мелкозаглубленным фундаментом столбчатого типа столбы располагаются выше отметки промерзания грунта. Этот тип основания при правильном устройстве является не менее надежным и чаще используется при строительстве в средней полосе России.
Важно: если предусматривается монтаж мелкозаглубленного фундамента на пучнистых грунтах с прослойкой глины, то лучше выбрать грунт до отметки промерзания земли плюс 20 см вниз и засыпать пространство до предполагаемой нижней точки столба крупнофракционным песком. Его следует хорошо утрамбовать, предварительно увлажнив.
Мелкозаглубленный фундамент столбчатого типа имеет опоры, уходящие вглубь грунта от его поверхности всего на 40-60 см.
Согласно стандартам, расстояние между столбами полностью зависит от общей массы здания и сечения колонн. Однако располагать опоры ближе, чем на 1,5 метра друг к другу не рекомендуется, поскольку это обеспечит перерасход материалов и сделает монтаж столбчатого фундамента нецелесообразным. Кроме того, регламентирован и максимальный шаг между колоннами основания. Он не должен превышать 3 м. Размер сечения опор полностью зависит от используемого материала для строительства дома.
Сечение колонн
Согласно стандартам столбы фундамента можно делать круглого либо квадратного сечения. И в том и в другом случае технология монтажа основания нарушена не будет.
Если принято решение делать круглые колонны, то диаметр столбов должен быть в норме 20 см. Однако на практике чаще всего делают столбы сечением 25 см. Заливать раствор можно в специальную опалубку из труб. Какие выбрать, решать мастеру. Металл и асбестоцемент, хоть и являются максимально надежными, имеют при этом высокую цену. В качестве более дешевой опалубки можно использовать пластиковые канализационные трубы или просто скрученный в рулон рубероид. В последнем случае раствор придётся заливать поэтапно, с параллельной обратной засыпкой трубы из рубероида. Это позволит предотвратить её расхождение в диаметре при заливке бетона.
Совет: при покупке пластиковых труб для опалубки поищите некачественные изделия с трещинами или другими дефектами. Такое качество труб на целостность залитых опор не повлияет никак, а вот цену на материал для опалубки при таких условиях можно существенно снизить.
Важно: круглую колонну необходимо армировать при заливке не менее качественно, чем квадратную. Для этого используют специальный заранее приготовленный армирующий пояс из стальных прутьев. Его нужно просто установить в трубу-опалубку перед загрузкой раствора.
Квадратные колонны согласно норма и стандартов можно заливать в специально собранную из деревянных щитов опалубку. Щиты скрепляются в квадратный каркас нужной высоты при помощи хомутов или шпилек. Внутренние стенки опалубки можно укрыть рубероидом для более ровной поверхности залитых столбов и снижения риска повреждения колонн при распалубке.
Квадратные столбы фундамента также армируют металлическими прутами, связанными в единую конструкцию.
Важно: края армирующего пояса не должны достигать края колонны со всех сторон по 1,5-2 см. То есть, металл должен быть утоплен в бетон. Исключение составляет столбчатый фундамент с ростверком. В этом случае продольные пруты арматуры должны выступать за верхний край колонны на 23-35 см.
Раствор для заливки колонн фундамента замешивают из цемента, песка и щебня в соответствии 1:3:5. При этом цемент лучше брать марки не ниже М-400. Колонны будут считаться полностью готовыми и сухими через 5-7 дней при условии сухой и тёплой погоды. Если же погода стоит влажная, то стоит выждать не менее 3 недель до полного высыхания раствора, и только после этого снимать опалубку.
Важно: ранняя распалубка грозит образованием трещин и сколов на поверхности опорных столбов.
Правильное армирование колонн
Все опоры столбчатого фундамента необходимо обязательно армировать для надежности и крепости сооружения. Исключение составляют только столбы круглого сечения, залитые в опалубку из металлических или асбестоцементных несъемных труб.
Армируют все колонны стальными прутами. Для продольной установки применяют прутья класса АIII сечением от 12 до 16 мм. Для поперечного армирования можно использовать пруты с гладкой поверхностью сечением 6-8 мм.
Важно: армирующий пояс лучше всего вязать специальной стальной проволокой, поскольку сварка нарушает свойства металла и снижает прочность готового армирующего каркаса.
Для столбов круглого сечения арматуру изготавливают из трех продольных прутов с расположенными поперечно ребрами. Их шаг должен составлять 15-20 см. Для квадратных опор технология создания армирующего каркаса такая же, с той лишь разницей, что используются четыре продольных прута.
Копка ям

Подготовить ямы под опорные столбы можно как с применением ручного садового бура нужного диаметра, так и с использованием специального инструмента. Удобно формировать выемки под столбы специальным бензорубом или буром ТИСЭ с расшитителем внизу. Такой инструмент позволяет формировать в грунте пространство под башмак колонны.
Важно: если планируется установка съемной опалубки, то сечение ям под колонны нужно делать в 1,5-2 раза большим для более легкого процесса установки и съема опалубки. После монтажных работ колонны потребуют качественной обратной засыпки.
Заливка башмака

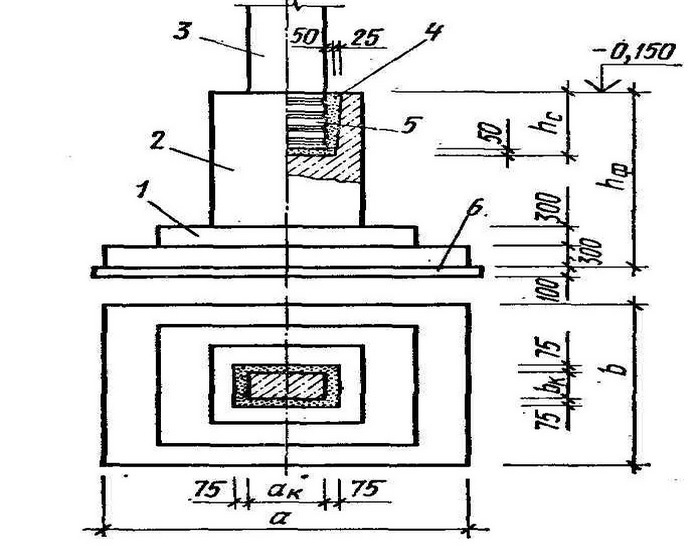
У каждого опорного столба фундамента должна быть опорная подушка — своеобразная бетонная плита большего чем колонна сечения. Такая технология изготовления столбчатого фундамента позволяет снизить давление опор на грунт и исключить вероятность его проседания под массой дома.
Опорную подушку делают в два раза больше, чем диаметр или сечение колонны. При этом высота башмака должна составлять треть от общей высоты опорной колонны.
Монтаж башмака производят перед устройством колонны. То есть, сначала в яму нужного диаметра устанавливают опалубку под башмак и заливают в неё раствор. После высыхания опорной подушки можно ставить опалубку для колонны и уже лить бетон.
Монтаж ростверка

Ростверк — опоясывающий опорные столбы каркас, который снижает давление массы дома на каждый из столбов. Сооружается ростверк в случае строительства тяжелого каменного дома из кирпича или газобетона.
Если предполагается строительство тяжелого здания, то под ростверк стоит делать колонны большего сечения, а шаг между ними можно свести до 1 метра. При этом также стоит установить опорные столбы под всеми несущими стенами, на углах дома и на стыках стен.
Ростверк можно выполнить из заводского металлопроката или залить из бетона с обязательным его армированием. Если будет использоваться последний вариант монтажа, то прутья армирующего пояса колонн должны выступать над верхней точкой опор на 15-20 см для последующей их вязки с арматурой ростверка.
Важно: гнуть продольные пруты столбов можно только после полного высыхания бетонной смеси.
Армируют железобетонный ростверк поперечными прутами сечением 12-16 мм и продольными прутьями сечением 6-8 мм. Продольные элементы в сетке располагают с шагом 40 см.
Важно: чем шире шаг между колоннами и больше будет масса готового здания, тем прочнее и мощнее должен быть армирующий пояс.
Ширина заливаемого ростверка должна быть идентичной сечению колонн и иметь две трети ширины готовой стены здания. При этом высота обвязывающего пояса должна быть равна его ширине (для легких домов) или превышать ширину в 1,5 раза для домов из кирпича или шлакоблока.
Запрещено углублять ростверк в грунт или делать его вровень с поверхностью земли. Такой монтаж столбчатого фундамента является неправильным и приведет к деформации всей конструкции в результате сезонного движения грунта. Если дом на столбчатом фундаменте с ростверком строится на песчаном грунте, то расстояние от земли до обвязывающего пояса должно составлять не менее 5 см. Если де грунт пучнистый и подвижный, то расстояние между ростверком и верхней кромкой грунта должно быть не меньше 15 см.
Декорировать столбчатый фундамент можно обшивкой из сайдинга с обязательным формированием вентиляционных окон с каждой стороны дома.
5. Фундаменты, стены подвалов, полы по грунту
СОДЕРЖАНИЕ СП 31-105-2002
СНиП 31-02 предъявляет к фундаментам, стенам подвалов и полам по грунту требования по прочности и деформативности при расчетных значениях воздействий и нагрузок, долговечности. Стены отапливаемых подвалов и полы по грунту должны соответствовать также требованиям по сопротивлению теплопередаче из условий энергосбережения, по защите от проникновения внутрь конструкции атмосферной и грунтовой влаги и воздуха, по предотвращению накопления конденсата водяных паров внутри конструкции, а также по защите помещений дома от проникновения грунтовых газов.
Требования к обеспечению теплоизоляции, защиты от воздухопроницания и паропроницания приведены в разделе 9.
5.1 Общие требования к конструкции
5.1.1 Основания и фундаменты домов должны удовлетворять требованиям СНиП 2.02.01, а при строительстве домов в условиях распространения вечномерзлых грунтов — требованиям СНиП 2.02.04.
5.1.2 Фундаменты на естественном основании следует устраивать из монолитного бетона, сборных бетонных блоков или каменной кладки.
5.1.3 Фундаменты следует устраивать под стенами, колоннами, пилястрами, каминами и дымовыми трубами. Допускается не предусматривать уширения подошвы фундамента под монолитными бетонными стенами подвала, если не превышается расчетное сопротивление грунта.
5.1.4 Требования к материалам
5.1.4.1 Монолитные бетонные конструкции должны возводиться из тяжелого бетона класса по прочности на сжатие не ниже В 12,5.
5.1.4.2 Марка бетона по морозостойкости должна быть не ниже требуемой СНиП 2.03.01 для соответствующих климатических условий района строительства.
5.1.4.3 При устройстве фундаментов и стен подвалов следует использовать цементные растворы марки по прочности на сжатие не ниже М 100 и марки по морозостойкости не ниже F 25.
5.2 Подготовка площадки
5.2.1 С площадки под застройку дома должны быть удалены плодородный слой почвы и растительность, включая корни, пни и древесные отходы, а также мусор.
5.2.2 На участках, зараженных муравьями (вырубки, просеки и пр.), после корчевки пней грунт следует удалить на глубину не менее 300 мм.
5.2.3 Дно котлованов, траншей, ям для устройства фундаментов (далее — котлованов) должно быть зачищено до грунта с ненарушенной структурой.
Если по проекту под фундаментом располагается траншея с проложенными коммуникациями, то она должна быть заполнена утрамбованным грунтом или бетоном класса не менее В 7,5 до отметки подошвы фундамента.
5.2.4 В период строительства дома следует предусмотреть мероприятия по отводу подземных и поверхностных вод из котлованов. В зимнее время не допускается промораживание грунтов оснований.
5.2.5 В случае необходимости на площадке под застройку дома должны быть предусмотрены мероприятия для защиты от подземных и поверхностных вод, к которым относятся вертикальная планировка территории и устройство дренажа.
5.3 Глубина заложения и размеры фундаментов
5.3.1 Глубину заложения и размеры фундаментов на естественном основании следует принимать в соответствии с требованиями СНиП 2.02.01.
1 Минимальная ширина ленточного фундамента под наружные стены дома, облицованные каменной (кирпичной) кладкой по деревянному каркасу, должна приниматься по данной таблице плюс 65 мм для облицованной стены первого этажа и по 65 мм для каждого следующего этажа дома.
2 Площадь подошвы фундаментов под колонны, расположенные с шагом, отличающимся от приведенного в таблице, должна приниматься пропорционально уменьшению или увеличению шага колонн.
3 В случае описания фундамента на дренирующие грунты при расположении уровня подземных вод под подошвой фундамента в пределах глубины, меньшей ширины фундамента, табличные значения следует увеличивать в два раза.
5.3.2 Допускается устройство малозаглубленных фундаментов в соответствии с требованиями СНиП 2.02.01.
5.3.3 При следующих условиях минимальные размеры фундаментов на естественном основании допускается принимать по таблице 5-1: пролет балок перекрытия, опирающихся на фундаменты (стены подвалов), не превышает 4,9 м; расчетные равномерно распределенные нагрузки на перекрытия не превышают 2,4 кПа; расчетное сопротивление грунтов не менее 75 кПа.
5.3.4 При необходимости устройства ступенчатых фундаментов на склонах длина горизонтальных участков ступенчатого фундамента должна быть не менее, а разность отметок соседних участков не более 600 мм.
5.3.5 Для одноэтажных каркасных домов могут устраиваться столбчатые фундаменты. Без специального расчета они должны быть расположены по периметру каркаса с шагом не более 3,5 м. Отношение высоты столбчатого фундамента к меньшему размеру подошвы фундамента должно быть не более трех.
5.3.6 В случае опасности смещения грунтовых масс при их обводнении в проекте необходимо предусматривать конструктивные мероприятия, уменьшающие влияние смещения грунта на конструкции дома.
5.4 Стены подвалов и технических подполий
5.4.1 Наружные стены подвалов и технических подполий (далее — подвалов) должны быть рассчитаны на горизонтальное давление грунта с внешней стороны стены.
5.4.2 При расчете стен подвалов на горизонтальное давление грунта стена считается имеющей боковое опирание (опертой поверху), если балки перекрытия опираются на верх стены подвала (в том числе при креплении конструкций перекрытий анкерными болтами).
Если в стене подвала имеется проем длиной более 1,2 м или несколько проемов, общая длина которых превышает 25 % длины стены, а армирование по контуру проемов не предусмотрено, то находящаяся под проемом часть стены подвала считается не имеющей бокового опирания. При условии, что ширина простенков меньше ширины проемов, общая длина таких проемов и простенков должна считаться как длина одного проема.
5.4.3 Стены подвалов устраивают из монолитного бетона, сборных бетонных блоков или каменной (кирпичной) кладки.
Сборные бетонные блоки должны быть изготовлены из бетона класса не ниже В 12,5 и соответствовать требованиям ГОСТ 6133 или ГОСТ 13579.
5.4.4 При условиях по 5.3.3 минимальные значения толщины стен подвалов, воспринимающих горизонтальное давление грунта, в зависимости от высоты подвала и материала стен допускается принимать по таблице 5-2.
5.4.5 В местах устройства площадок опирания для балок перекрытия толщина стены подвала на верхнем участке может быть уменьшена до 90 мм. При этом высота участка стены с уменьшенной толщиной должна быть не более 350 мм.
5.4.6 В случае облицовки наружных стен дома кирпичной кладкой допускается продолжать эту облицовку на надземную часть стены подвала. При этом толщина надземной части этих стен на облицованных участках может быть уменьшена до 90 мм.
Облицовочная кирпичная кладка должна крепиться к стене подвала металлическими стяжками, располагаемыми с шагом не более 200 мм по вертикали и не более 900 мм по горизонтали. Зазор между стеной подвала и облицовкой должен быть заполнен строительным раствором.
5.4.7 Отметка верха наружных стен подвалов должна быть не менее чем на 150 мм выше планировочной отметки земли.
Если наружные стены первого этажа имеют деревянную обшивку или штукатурку по деревянной обрешетке, расстояние от низа обшивки (штукатурки) до уровня планировки должно составлять не менее 250 мм.
5.4.8 В наружных стенах подвалов из монолитного бетона или каменной кладки длиной более 25 м следует предусматривать деформационные швы, располагаемые на расстоянии не более 15 м друг от друга, а также в местах перепада высоты дома. Конструкция деформационных швов должна препятствовать проникновению влаги внутрь подвальных помещений.
5.4.9 Внутренние стены и перегородки в подвалах должны соответствовать требованиям раздела 7.
5.5 Коломны, столбы и пилястры
5.5.1 Общие положения
5.5.1.1 Требования настоящего подраздела распространяются на колонны, столбы (из каменной кладки) и пилястры, поддерживающие прогоны перекрытий подвальных помещений, несущие нагрузки не более чем от двух перекрытий, а также на колонны (столбы), поддерживающие крыши автостоянок. В случаях, когда перечисленные условия, а также условия по 5.4.3 не соблюдаются, размеры сечения опор для перекрытия над подвалом (цокольным этажом) и требования к узлам опирания прогонов следует определять расчетом, учитывающим усилия в элементах каркаса, возникающие от всех видов воздействий, в том числе ветровых. Рекомендуется, если условия планировки подвала (цокольного этажа) это позволяют, размещать в их помещениях несущие внутренние стены, на которые в этом случае будут опираться перекрытия.
5.5.1.2 Колонны (столбы) должны быть закреплены в центре фундаментов. Конструкция колонн должна обеспечивать их связь с опирающимися на них элементами конструкций перекрытия.
5.5.1.3 Наружные колонны (столбы) должны быть заанкерены в фундаментах и соединены с конструкциями перекрытий с помощью анкерных болтов.
5.5.1.4 Деревянные колонны при их установке должны отделяться от бетона полиэтиленовой пленкой или кровельным материалом.
5.5.1.5 Стальные колонны следует применять в домах высотой не более двух этажей.
5.5.2 Размеры колонн
5.5.2.1 Размеры поперечного сечения колонн (столбов) при нагрузках по 5.5.1 должны составлять не менее:
для колонн из стальных труб — наружный диаметр 73 мм, толщина стенки 4,8 мм;
для деревянных колонн круглого сечения — диаметр 184 мм; прямоугольного сечения — 140х140 мм;
для монолитных бетонных колонн круглого сечения — диаметр 230 мм; прямоугольного сечения — 200х200 мм;
для столбов из каменной кладки — 288х288; 190х390 мм.
Допускается применение стальных колонн прямоугольного или квадратного сечения, минимальные размеры которых должны определяться по расчету.
5.5.2.2 Ширина верхних опорных плит колонн должна быть не менее опирающихся на них элементов перекрытия. Допускается не устраивать верхнюю опорную плиту для металлической колонны, если на колонну опирается металлическая балка и конструктивно предусмотрено их соединение
5.5.3 Пилястры должны устраиваться в стенах подвалов, имеющих толщину не более 140 мм, в местах опирания элементов перекрытия. Пилястры должны быть надежно соединены со стеной подвала по всей высоте.
5.5.4 Верхняя часть стен подвалов и пилястр высотой не менее 200 мм в местах опирания элементов перекрытия должна иметь сплошное сечение.
5.6 Пол по грунту в подвалах и покрытие грунта в подпольях
5.6.1 Требования настоящего подраздела распространяются на полы, не являющиеся несущим элементом фундаментов и устраиваемые в виде монолитной бетонной плиты, уложенной на грунт естественного основания или на подстилающий слой.
5.6.2 Подстилающий слой пола по грунту из утрамбованного щебня или крупнозернистого песка должен быть толщиной не менее 100 мм. Содержание частиц размером менее 4 мм в этом слое должно быть не более 10 % по массе.
5.6.3 Допускается не устраивать подстилающий слой под полами автостоянок, а также террас, если грунтовые газы не представляют опасности.
5.6.4 Проникание воды под полы по грунту должно предотвращаться вертикальной планировкой территории и устройством дренажа.
5.6.5 При наличии гидростатического давления подземных вод под полами бетонную плиту следует рассчитывать на восприятие гидростатического давления.
5.6.6 Между бетонной плитой пола и основанием следует укладывать материал, препятствующий сцеплению бетона плиты с основанием (например, полиэтиленовую пленку).
5.6.7 Деревянные полы, устраиваемые по бетонной плите, должны быть выполнены из пиломатериалов, защищенных от гниения в соответствии с требованиями СНиП 2.03.11.
5.6.8 Полы по грунту в отапливаемых подвалах должны состоять из:
а) монолитной бетонной плиты толщиной не менее 50 мм;
б) полиэтиленовой пленки толщиной не менее 0,15 мм.
5.6.9 Покрытие грунта в подпольях, а также в неотапливаемых подвалах рекомендуется устраивать из:
а) слоя асфальта толщиной не менее 50 мм;
б) монолитной бетонной плиты толщиной не менее 100 мм;
в) слоя рулонного гидроизоляционного или кровельного материала или слоя полиэтиленовой пленки толщиной не мене 0,15 мм.
5.7 Дренаж фундаментов и поверхностный дренаж
5.7.1 Дренаж под подошвой фундаментов наружных стен дома, наружных стен подвалов или подполий, а также под полами по грунту может быть осуществлен с помощью дренажных труб или путем устройства дренажного слоя.
5.7.2 Дренажные трубы и дренажный слой должны укладываться на грунт с ненарушенной структурой или на утрамбованную подготовку.
5.7.3 Дренажные трубы следует укладывать с наружной стороны фундамента или под полами по грунту таким образом, чтобы верх труб находился ниже бетонной плиты пола по грунту.
5.7.4 Уложенные дренажные трубы сбоку и сверху на высоту не менее 150 мм должны засыпаться дренирующим материалом (щебнем или крупнозернистым песком) с содержанием частиц размером менее 4 мм не более 10 % по массе. Толщина этого слоя под подошвой фундамента должна быть не менее 125 мм, а в плане слой должен выступать на 300 мм за наружные грани фундамента. На увлажненных строительных площадках, где часть материала дренажного слоя втапливается в грунт, следует увеличивать толщину этого слоя с таким расчетом, чтобы толщина незагрязненного грунтом основания слоя составила не менее 125 мм.
5.8 Влагоизоляция и гидроизоляция подвалов и технических подполий
5.8.1 Общие положения
5.8.1.1 Наружные поверхности стен подвалов и технических подполий, а также полы по грунту должны иметь слои:
влагоизоляции, если планировочная отметка земли находится выше уровня грунта с внутренней стороны стены подвала;
гидроизоляции, если имеется опасность возникновения гидростатического давления подземных вод.
5.8.1.2 Покрытия подземных сооружений (каналов, колодцев, сточных резервуаров) должны иметь гидроизоляцию для предотвращения попадания воды внутрь сооружений.
5.8.1.3 Для устройства влагоизоляции или гидроизоляции применяют рулонные кровельные и гидроизоляционные материалы, удовлетворяющие требованиям ГОСТ 30547, или кровельные и гидроизоляционные мастики, удовлетворяющие требованиям ГОСТ 30693.
5.8.1.4 До устройства влагоизоляционных или гидроизоляционных слоев наружные поверхности стен подвалов должны быть оштукатурены цементным раствором толщиной не менее 6 мм. При этом на стенах из монолитного бетона все углубления и неровности, оставшиеся после распалубки, должны быть заделаны цементным раствором заподлицо с поверхностью бетона.
Штукатурный слой должен быть соединен выкружкой с фундаментом в месте опирания на него стены.
5.8.2 Устройство влагоизоляции
5.8.2.1 В случае, когда с внутренней стороны стены подвала устраивается отделочный слой или когда для крепления теплоизоляции или отделочного слоя устанавливаются деревянные элементы, соприкасающиеся с внутренней поверхностью стены, часть этой поверхности, расположенная ниже уровня планировки грунта, должна иметь влагоизоляционный слой.
5.8.2.2 Влагоизоляционный материал должен наноситься на оштукатуренную наружную и гладкую внутреннюю поверхность стен подвалов.
5.8.2.3 При устройстве полов по грунту влагоизоляционный слой укладывается под бетонной плитой пола.
В случае устройства раздельной конструкции пола по бетонной плите допускается укладка влагоизоляционного слоя поверх бетонной плиты с заведением его в стыки между плитой и фундаментами.
5.8.2.4 Влагоизоляционный слой, укладываемый под плитой, должен состоять из полиэтиленовой пленки толщиной не менее 0,15 мм или из рулонного гидроизоляционного материала. Стыковые соединения пленочных или рулонных материалов должны выполняться внахлест с шириной перекрытия не менее 100 мм.
5.8.2.5 Влагоизоляционный слой, укладываемый поверх плиты, должен состоять не менее чем из двух слоев битума, наносимого методом обмазки, или из полиэтиленовой пленки, или из другого материала с аналогичными свойствами.
5.8.3 Устройство гидроизоляции
5.8.3.1 Гидроизоляционный слой должен устраиваться на оштукатуренной наружной поверхности стен подвалов не менее чем из двух слоев гидроизоляционного материала на битумной основе, наклеиваемых на слой битума и обмазываемых сверху битумом.
5.8.3.2 При наличии гидростатического давления подземных вод в полах по грунту следует устраивать систему мембранной гидроизоляции, которая состоит из двух слоев бетона толщиной не менее 75 мм каждый и слоя битума или другого гидроизоляционного обмазочного материала между ними, доводимого до гидроизоляционных слоев на стенах подвала.
5.9 Защита от почвенных газов
5.9.1 При наличии на площадке строительства грунтовых газов конструкции помещений (кроме гаражей и неогражденных участков дома), соприкасающиеся с грунтом (стены подвалов, полы по грунту, покрытия подземных сооружений), должны иметь изоляционный слой для предотвращения проникновения грунтовых газов. Функции изоляционного слоя могут выполнять влагоизоляционные и гидроизоляционные слои. Там, где не имеется этих слоев, изоляционный слой может выполняться из пароизоляционного материала, например, из полиэтиленовой пленки толщиной 0,15 мм.
5.9.2 Защита полов по грунту
5.9.2.1 Стыки между плитой пола по грунту и стенами подвалов, а также все зазоры в плитах по грунту в местах пропуска труб и других конструктивных элементов должны быть герметизированы с применением нетвердеющих герметиков.
5.9.2.2 Отверстия для стока воды в плитах полов по грунту должны иметь гидравлические затворы для предотвращения проникновения грунтовых газов.
5.9.2.3 Изоляционный слой по 5.9.1 укладывается под бетонной плитой пола. В случае устройства покрытия пола по бетонной плите изоляционный слой укладывается поверх бетонной плиты.
При укладке изоляционного слоя под плитой стыковые соединения пароизоляционного материала должны выполняться внахлестку с шириной перекрытия не менее 300 мм.
При укладке изоляционного слоя поверх плиты стыки пароизоляционного материала должны быть герметизированы.
5.9.3 Защита стен
5.9.3.1 При отсутствии влагоизоляции на внутренней поверхности стен блоки нижнего ряда стены не должны иметь пустот, а в месте примыкания плиты пола к стене должен быть уложен слой гидроизоляции, прикрепленный к стене и плите пола пластичным герметизирующим составом или заведенный под плиту пола.
5.10 Обратная засыпка
5.10.1 В случаях, когда в проекте дома не предусмотрены меры по обеспечению сопротивления стен подвалов силам, возникающим при обратной засыпке пазух и котлована (например, контрфорсы, пилястры), работы по обратной засыпке следует выполнять после устройства перекрытия над подвалом или подпольем.
5.10.2 При выполнении работ по обратной засыпке пазух и котлованов следует предусмотреть меры, позволяющие избежать повреждения дренажных труб, стен подвалов и нанесенных на них теплоизоляционных, влагоизоляционных, гидроизоляционных и пароизоляционных слоев.
5.10.3 Грунт обратной засыпки должен быть утрамбован и уложен с уклоном от дома для предотвращения стока поверхностных вод к стенам подвалов.
5.10.4 Обратная засыпка должна выполняться непучинистыми грунтами в теплое время года. В грунте обратной засыпки в пределах 60 см от стены дома не должно быть твердых включений размером более 250 мм.
Зачем нужна нормализация стали и как ее проводят?

- Что это такое и для чего ее производят?
- Оборудование и материалы
- Проведение работ
- Нюансы нормализации разных марок
Нормализация стали – необходимая обработка металла, улучшающая его свойства. Из материала данной статьи вы узнаете, что она собой представляет, каково ее назначение, и как она осуществляется.


Что это такое и для чего ее производят?
Нормализация стали – термическая обработка, которая предполагает изменение внутреннего строения металла. Она состоит из совокупности процессов, протекающих по определенным технологиям. Это один из видов обработки сплавов, за которым следует вторая закалка и отпуск. Ее сущность заключается в улучшении физических и механических характеристик стали. В ходе технологического процесса стальную заготовку нагревают до температуры, превышающей критическую на 30-50 градусов. Затем осуществляется выдерживание при нормализационных условиях. В дальнейшем выполняется охлаждение заготовки на воздухе. Однако в зависимости от особенностей технологии может применяться и другой способ охлаждения.
По сути, нормализация представляет собой нормализационный отжиг. В ходе нее происходит устранение неоднородных и крупнозернистых фракций металла, образующихся при литье, прокатке, штамповке, ковке. А также происходит снижение внутреннего напряжения. Алгоритм методики един, однако методики могут иметь различные показатели температуры и времени. Воздействие на сталь посредством температурных перепадов бывает промежуточным или заключительным этапом. Суть промежуточного заключается в подготовке металла к последующему воздействию.
Цель завершающего сосредоточена в добавлении к свойствам новых характеристик. Нормализация позволяет уменьшить число зерен в структуре стали, появившихся в результате сварки. Качество металла зависит от структуры ее кристаллической решетки. Нормализация способствует повышению твердости и прочности. Ее выполняют для высоко-, средне-, малоуглеродистых, низколегированных сталей.
Благодаря ей в каждом случае достигаются изменения, необходимые для улучшения имеющихся параметров. Ее нельзя рассматривать как исключительное средство по приданию твердости.



В некоторых случаях она нужна для обратного эффекта. Снижает не только прочность, но и ударную вязкость. Она нивелирует напряжение, возникшее по разным причинам. Это не только термическая, но и микроструктурная обработка. Операцию выполняют для металла и отливок. Благодаря этому сталь проще в обработке. При этом процесс может проводиться во время отпуска металла. В данном случае это является альтернативой закалки заготовок сложной формы.
Нормализованный металл легче резать, нормализация упрощает удаление сетки вторичного цементита. Нужная температура подбирается на основе марки стали. К примеру, сплав с 0,8% содержанием углерода (заэвтектоидный) подвергается воздействию при значениях температур, лежащих между критическими показателями Ac1 и Ac3. В результате в сплав попадает небольшое количество углерода, происходит закрепление аустенита. Появившаяся структура состоит из мартенсита и цементита. Когда сплав нагревается выше критической отметки, он становится вязким. Доэвтектоидную сталь не подвергают обработке в температурном диапазоне между критическими отметками. Это приводит к образованию феррита, негативно сказывающегося на твердости.
Нормализация снижает порог хладноломкости и способствует полной рекристаллизации. Она удаляет наклеп, готовит сталь к вторичной закалке. Благодаря ей не допускаются дефекты по сечению.


Оборудование и материалы
Основным оборудованием для проведения процедуры нормализации являются специальные печи для закалки и отжига. Нагревание печи газовое, система может содержать разные элементы. Ключевыми из них являются камеры – герметичные боксы для размещения заготовок. Помимо них, оборудование имеет нагреватели-горелки. Они нагнетают заданную температуру в печные камеры. Работают посредством косвенного либо прямого нагревания, бывают плоско-факельными. Печи оборудованы устройствами с регулировкой запорных функций. В них встроены модули, управляющие мощностью. Тип данных устройств бывает импульсным, пропорциональным, комбинированным. Помимо них, элементом оборудования являются теплоизоляторы. Нагревание внутренней печной камеры реализуется посредством воздушного пространства. Горелка расположена по центру камеры. Кроме того, ее конструкция бывает регенерационной либо рекуперационной.
Печи сопротивления с косвенным принципом нагревания имеют различную нагревательную систему. Наиболее распространенный вариант – тиристорная схема мощностного управления, контролируемая посредством микропроцессора. В работе используют разные виды сталей. Закалка варьируется условиями нагрева и охлаждения. Она бывает полной, неполной, с непрерывным охлаждением, изотермической, ступенчатой. Ее проводят в одной либо двух жидких средах. Она может проходить с ограниченным пребыванием в охлаждающей среде. Сочетание способов позволяет создать структуру с характеристиками, отвечающими нужным требованиям работоспособности изделия. При полной закалке температура превышает критические показатели. При неполной располагается в интервале закалочных значений. Если она проводится со скоростью охлаждения, превышающей критическую, охлажденная структура будет состоять из мартенсита и остаточного аустенита.
Когда скорость охлаждения меньше критической, структура будет состоять из ферритокарбидного сплава разной дисперсии. Если закалка выполняется с непрерывным охлаждением, ее температура ниже начальной точки мартенситного преобразования.


Проведение работ
Нормализация стали протекает в условиях специальных участков металлургических и перерабатывающих предприятий, оборудованных, помимо печей, иными вспомогательными устройствами. По окончании выдержки выполняют выгрузку стальной детали с дальнейшим остыванием на воздухе либо воздушным обдувом. В данном случае охлаждение проводят посредством вентиляторов. Иногда нормализация заменяется нормализующей прокаткой. При этом сокращаются не только временные показатели, но и энергетические затраты. Режимы нормализации и время выдержки разнятся.
Температура подбирается с учетом ТО, марки, процента углерода, базовых легирующих элементов. Время выдержки зависит от размеров изделия, его химического состава, температуры нагревания. Чем больше толщина, легированность и ниже температура, тем длительней фазовый процесс. Некрупные предметы прогревают в оптимальной среде течение 15 минут. Период фазовых преобразований связан со степенью легирования стали. Для углеродистого сплава и низколегированной марки достаточно полторы минуты на 1 мм толщины. Для высоколегированной – 2-2,5 минуты на каждый мм. В среднем опытным путем определили, что изделие толщиной 2,5 см выдерживают 1 час.
Во время охлаждения учитывают показатели нижней критической отметки. Если значения ниже, процесс ускоряют. При этом изделие или заготовку помещают в тару с водой либо маслом. Если у предмета большой перепад сечения, в целях профилактики коробления снижают термическое напряжение. Это важно в фазу нагревания и охлаждения. Перед проведением работ выполняют нагрев в соляной ванне. По окончании всех мероприятий образуется металл без полос, с однородной структурой. Средняя скорость охлаждения варьируется в пределах 20-500 град/сек.


Нюансы нормализации разных марок
Режимы нормализации стали марок 20, 35, 40, 40Х, 45, 50, Ст3 различны. Температура нагрева или первой закалки стали 30 составляет 870 градусов, у марки 40 – 840, у 45 – 830, у 50 – 810 градусов. Охлаждающей средой углеродистых сталей является вода. Температура отпуска варьируется от 250 до 500 градусов. Температура первой закалки хромистых и марганцовистых сталей составляет 830-880 градусов. Если сталь закаляется, не достигая показателей нужной температуры, образуются ферритные зоны, из-за которых снижается прочность. Значительное превышение критических отметок при закалке провоцирует образование трещин.
Однако стали 40Х, 45Х, 50Х и 30Х охлаждают в масле. Для других оптимальной средой охлаждения является воздух и вода. При данных условиях металл приобретает нужную твердость, улучшает свойства, которые изменяются в результате обработки. Интенсивность охлаждения определяется количеством перлита и параметрами литых заготовок. Чем оно интенсивней, тем больше перлита и прочней получается структура металла. В сравнении с отожженной сталью высоко- и среднеуглеродистый сплав становится прочней и тверже на 15-10%. Обдув воздушным потоком может протекать при скорости до 800 град/сек. В зависимости от типа стали охлаждающей средой, помимо воды и минерального масла, бывает расплавленная соль. Охлаждение должно быть правильным и интенсивным.
Если оно быстрое, прочность и твердость металла увеличиваются. При медленном протекании процесса металл теряет свои свойства. Конструкционную сталь нормализуют на улице, а не в печи. Она подвергается сверлению, точению, фрезеровке. При исправлении нарушенной структуры сплавов прибегают к двухступенчатому охлаждению. При этом перлитовые пластины преобразуются в зерна. Металл нагревают до показателей, превышающих критическую отметку. Затем ее снижают до 700, выдерживают до 500 градусов. После этого подвергают длительному остыванию. Данную нормализацию называют сфероидизирующей. В результате нее металл становится податливым резке.
По такому принципу обрабатывают сплавы с содержанием 0,65% углерода. Время выдержки металла зависит от его структуры. Чем она грубей, тем больше требуется времени.
Нормализация стали
Одним из способов изменения параметров стали является термообработка. Она включает несколько методов, одним из которых является нормализация. Далее рассмотрены принципы и применение данной технологии, отличия ее от прочих методов этой группы.

Общие положения
Принцип большинства технологий термической обработки подразумевает нагрев и выдержку сталей и охлаждение, что изменяет их строение. Несмотря на один принцип и сходные цели, каждая из них имеет определенные температурные и временные режимы. Термообработка может служить и в качестве промежуточного этапа, и выполнять роль окончательного технологического процесса. В первом случае такие методы используются для подготовки материала к последующей обработке, а во втором данным способом придают новые свойства.
Нормализацией стали называют процесс нагрева, выдержки материала, его последующего охлаждения на воздухе.
В результате формируется нормализованная структура. Этим объясняется название данного способа обработки.
Нормализация применяется для разных сталей, а также отливок. К тому же данной операции подвергают для измельчения структуры материала сварные швы.
Принципы
Суть нормализации состоит в нагреве стали до температуры, превышающей верхние критические значения температуры на 30 — 50°С , выдержке и охлаждении.
Температуру подбирают на основе типа материала. Так, заэвтектоидные варианты следует нормализовать в температурном интервале между точками Ас1 и Ас3, в то время как для доэвтектоидной стали используют температуры более Ас3. В результате все материалы первого типа приобретают одинаковую твердость ввиду того, что в раствор переходит одинаковое количество углерода, и фиксируется одинаковое количество аустенита. Получается состоящая из мартенсита и цемента структура.
Второй компонент способствует повышению износостойкости и твердости материала. Нагрев высокоуглеродистой стали более Ас3 ведет к увеличению внутренних напряжений вследствие роста зерен аустенита и повышению его количества за счет возрастания концентрации углерода в нем, приводящей к снижению температуры мартенситного превращения. Из-за этого сокращаются твердость и прочность.
Что касается доэвтектоидной стали, при нагреве более Ас3 она получает повышенную вязкость. Это обусловлено тем, что в низкоуглеродистой стали при этом образуется мелкозернистый аустенит, который после охлаждения переходит в мелкокристаллический мартенсит. Температуры между Ас1 и Ас3 не используют для обработки таких материалов, так как структура доэвтектоидной стали в данном случае получает феррит, снижающий ее твердость после нормализации и механические свойства после отпуска.

Оптимальные температуры нагрева при различных видах термообработки
Время выдержки определяет степень гомогенизации структуры. Нормативным показателем считают час выдержки на 25 мм толщины.
Интенсивность охлаждения в существенной степени определяет количество перлита и размеры пластин.
Так, существует прямая зависимость между данными величинами. То есть с повышением интенсивности охлаждения формируется больше перлита, расстояние между пластинами и их толщина сокращаются. Это увеличивает твердость и прочность нормализованной стали. Следовательно, низкая интенсивность охлаждения способствует образованию материала меньшей прочности и твердости.
К тому же при обработке предметов с большими перепадами сечения стремятся снизить термические напряжения во избежание коробления, причем и при нагреве, и при охлаждении. Так, перед началом работ их нагревают в соляной ванне.
При снижении температуры обрабатываемого изделия до нижней критической точки допустимо ускорение охлаждения путем помещения его в масло или воду.
Таким образом, нормализация сокращает внутренние напряжения, измельчает крупнозернистую структуру поковок, отливок, сварных швов путем перекристаллизации. То есть изменяется микроструктура стали.
Назначение
Нормализацию используют в различных целях. Путем осуществления данных работ как повышают, так и наоборот снижают твердость стали, ударную вязкость и прочность. Это определяется термической и механической историей материала. Данную технологию применяют с целью сокращения остаточных напряжений либо улучшения степени обрабатываемости материала различными методами.
Стальные отливки подвергают такой обработке для гомогенизации структуры, повышения подверженности термическому упрочнению, сокращения остаточных напряжений.
Получаемые путем обработки давлением предметы нормализуют после ковки и прокатки для сокращения разнозернистости структуры и ее полосчатости соответственно.
Нормализация с отпуском служит в качестве замены закалки для предметов сложной формы либо с резкими перепадами по сечению. Данный способ позволяет избежать дефектов.

Процесс нормализации стали
Кроме того, нормализацию используют с целью измельчения крупнозернистой структуры, улучшения структуры перед закалкой, повышения обрабатываемости резанием, устранения сетки вторичного цемента в заэвтектоидной стали, подготовки к завершающей термической обработке стали после нормализации.
Близкие процессы
Термическая обработка стали, помимо нормализации, включает отжиг, отпуск, закалку, криогенную обработку, дисперсионное твердение. Цель нормализации, как и принцип осуществления, совпадает с названными технологиями. Поэтому далее проведено сравнение данных процессов.
Отжиг дает более тонкую структуру перлита, так как подразумевает охлаждение в печи. Его применяют в целях снижения структурной неоднородности, напряжения после обработки литьем или давлением, придания мелкозернистой структуры, улучшения обработки резанием.
Принцип закалки аналогичен, за исключением больших температур, чем при нормализации, и повышенной скорости охлаждения, благодаря тому, что его производят в жидкостях. Закалка повышает прочность и твердость, как и нормализация. Однако полученные таким способом детали отличаются хрупкостью и пониженной ударной вязкостью.
Отпуск используется после закалки для сокращения хрупкости и напряжений. Для этого материал нагревают до меньшей температуры и охлаждают на воздухе. С ростом температуры падают предел прочности и твердость, и увеличивается ударная вязкость.
Дисперсионное твердение, относящееся также к окончательной обработке, подразумевает выделение дисперсных частиц в твердом растворе после закалки при меньшем нагреве с целью упрочнения.
Благодаря криогенной обработке материал получает равномерную структуру и твердость. Такая технология особо актуальна для закаленной углеродистой стали.
Применение
Выбор какого-либо из рассмотренных способов обработки определяется концентрацией в стали углерода. Для материалов с величиной данного показателя до 0,2% предпочтительнее использовать нормализацию. Стали с количеством углерода 0,3 — 0,4% обрабатывают и нормализацией, и отжигом. В таких случаях выбор способа осуществляют на основе требуемых свойств материала. Так, нормализация стали придает ей мелкозернистую структуру, большие прочность и твердость в сравнении с отжигом. Кроме того, данная технология является более производительным процессом. Следовательно, при прочих равных условиях она более предпочтительна. Закалке ее предпочитают ввиду хрупкости получаемых таким способом изделий и при обработке предметов с перепадами сечения во избежание дефектов.
Таким образом, нормализацию можно считать промежуточной технологией по отношению к ним: она дает материал большей твердости, чем отжиг, но менее хрупкий в сравнении с закалкой, улучшая структуру и сокращая напряжения. Ввиду этого нормализация получила в машиностроении более обширное распространение.
Нормализация стали: описание и характеристики
 Часто в производственных целях возникает необходимость изменить параметры стали, одним из способов это выполнить является термообработка. По своему принципу большинство технологий термообработки предусматривают изменение строения сталей посредством нагрева, выдержки и охлаждения.
Часто в производственных целях возникает необходимость изменить параметры стали, одним из способов это выполнить является термообработка. По своему принципу большинство технологий термообработки предусматривают изменение строения сталей посредством нагрева, выдержки и охлаждения.
- Принципы нормализации
- Назначение процесса
- Сталь марки 45 и ее особенности
- Другие методы термической обработки
- Выбор способа термообработки для стали
Несмотря на то что все эти технологии имеют одинаковые цели и принцип работы, все они отличаются по температурным и временным режимам. Термическая обработка может быть как промежуточным, так и окончательным технологическим процессом во время производства. В первом случае материал так готовится к последующей обработке, а во втором ему придают новые свойства.
Одной из таких технологий является нормализация стали. Так называют термообработку, при которой материал прогревается до температуры на 30−50 градусов выше Аст или Ас3, а затем его охлаждают на спокойном воздухе.
Принципы нормализации
Как и другие технологии термообработки, нормализация может быть как промежуточной, так и окончательной операцией по улучшению структуры стали. Чаще всего она используется в первом случае, в качестве окончательной процедуры нормализация преимущественно используется при производстве сортового проката вроде рельс, швеллеров и не только.

Ключевая особенность нормализации заключается в том, что сталь нагревается до температуры, которая на 30−50 градусов превышает верхние критические показатели, а также производят выдержку и охлаждение материала.
Та или иная температура выбирается в зависимости от типа материала. Заэвтектоидные материалы нормализуются при температуре между точками Ас 1 и Ас 3, а вот доэвтектоидные — при температуре выше Ас 3. В итоге материалы первого типа получают одинаковую твердость, поскольку в раствор переходит углерод в одинаковом количестве, также в одинаковом количестве фиксирует аустенит. Структура включает в себя цемент и мартенсит.
Благодаря такому составу увеличивается износостойкость и твердость заэвтектоидного материала. Если высокоуглеродистая сталь нагреется больше Ас 3, то увеличится рост зерен аустенита и, соответственно, повысятся внутренние напряжения. Также увеличится концентрация углерода, в итоге температура мартенситного превращения снизится. В итоге материал становится менее прочным и твердым и поддается изменению.
А доэвтектоидная сталь при нагреве свыше критического показателя становится очень вязкой. Это объясняется тем, что в низкоуглеродистой стали образуется мелкозернистый аустенит. Этот компонент после охлаждения преобразуется в мелкокристаллический мартенсит. Температурные показатели в промежутке между Ас 1 и Ас 3 нельзя применять для обработки, поскольку в таком случае структура доэвтектоидной стали получает феррит, что снижает после нормализации ее твердость, а после отпуска — и механические свойства.
От степени гомогенизации структуры материала зависит время выдержки. Нормативным показателем является час выдержки из расчета на 25 мм толщины. Интенсивность охлаждения в той или иной мере определяет размеры пластин и количество перлита.
 Эти величины — взаимозависимы. Еще больше перлита будет формироваться с повышением интенсивности охлаждения, сокращается расстояние между пластинами и их толщина. Все это повышает твердость и прочность нормализованного материала. Вследствие низкой интенсивности охлаждения образуется материал с меньшей твердостью и прочностью.
Эти величины — взаимозависимы. Еще больше перлита будет формироваться с повышением интенсивности охлаждения, сокращается расстояние между пластинами и их толщина. Все это повышает твердость и прочность нормализованного материала. Вследствие низкой интенсивности охлаждения образуется материал с меньшей твердостью и прочностью.
Если обрабатываются предметы с большими перепадами сечения, то нужно снижать термическое напряжение, чтобы не допустить коробления во время нагрева или охлаждения. Также перед началом работы их следует нагреть в соляной ванне.
Во время снижения температуры изделия до нижней критической точки можно охлаждение ускорять посредством помещения его в воду или масло.
Назначение процесса
Нормализация призвана менять микроструктуру стали, она выполняет следующее:
- снижает внутренние напряжения;
- посредством перекристаллизации измельчает крупнозернистую структуру сварных швов, отливок или поковок.
Цели нормализации могут быть совершенно разные. С помощью такого процесса твердость стали можно повысить или снизить, это же касается прочности материала и его ударной вязкости. Все зависит от механических и термических характеристик стали. С помощью данной технологии можно как сократить остаточные напряжения, так и улучшить степень обрабатываемости стали с помощью того или иного метода.
Стальные отливки такой обработке подвергают в следующих целях:
 для гомогенизации их структуры;
для гомогенизации их структуры;- чтобы увеличить подверженность термическому упрочнению;
- чтобы снизить остаточные напряжения.
 для гомогенизации их структуры;
для гомогенизации их структуры;Изделия, полученные посредством обработки давлением, подвергают нормализации после ковки и прокатки, чтобы сократить разнозернистость структуры и ее полосчатость.
Нормализация вместе с отпуском нужна для замены закалки изделий сложной формы или же с резкими перепадами по сечению. Она позволит не допустить дефектов.
Еще эта технология применяется, чтобы улучшить структуру изделия перед закалкой, повысить его обрабатываемость посредством резки, устранить в заэвтектоидной стали сетку вторичного цемента, а также подготовить сталь к завершающей термической обработке.
Сталь марки 45 и ее особенности
Даная сталь является сплавом железа и углерода. Стать марки 45 благодаря своей твердости пользуется традиционным высоким спросом в разных промышленных отраслях. В данном сплаве доля железа составляет порядка 45 процентов. Свойства материала непосредственно связаны с его легирующими элементами и количеством углерода, что очень важно при производстве изделий для металлопроката. Тот или иной температурный режим обработки позволяет получить прочное изделие. После нормализации твердость марки 45 непосредственно связана с температурой во время работы.
Данная сталь — углеродистая конструкционная. Нормализацию следует проводить на улице, а не в специальной печке, в отличие от других этапов обработки. Марка 45 просто и быстро поддается механическим видам обработки, в частности:
- сверлению;
- точению;
- фрезеровке.
На основе этой стали производят такие изделия:
- бандажи;
- кулачки;
- цилиндры;
- шестерни;
- коленчатые и распределительные валы;
- вал-шестерни;
- шпиндели.
 бандажи;
бандажи;Другие методы термической обработки
Кроме нормализации, термическая обработка стали включает в себя такие процессы:
- отжиг;
- закалка;
- отпуск;
- обработка криогенным способом;
- дисперсионное твердение.
Принцип выполнения и цели у каждой технологии одинаковые, однако, каждая имеет свои отличительные особенности:
- отжиг — благодаря ему структура перлита будет максимально тонкой, поскольку охлаждение происходит в печи. Отжиг позволяет снизить структурную неоднородность, а также напряжение после обработки посредством литья или под давлением, придать структуре мелкозернистость или улучшить обработку резанием;
- закалка — принцип технологии такой же, но температуры более высокие по сравнению с нормализацией и скорость охлаждения тоже выше. Процесс происходит в жидкостях. Благодаря закалке повышается прочность и твердость материала, а детали в итоге будут иметь низкую ударную вязкость и хрупкость;
- отпуск — отпуск, выполняемый после закалки, снижает напряжение и хрупкость. С этой целью материал прогревается до малой температуры и охлаждается на улице. На фоне повышения температуры предел прочности и твердость падают, и повышается ударная вязкость;
- криогенная обработка — благодаря ей материал будет иметь равномерную структуру и твердость, эта технология максимально подходит для закаленной углеродистой стали;
- дисперсионное твердение — окончательная обработка, в ходе которой дисперсные частицы выделяются в твердом растворе после закалки при малом нагреве для придания материалу прочности.
 закалка — принцип технологии такой же, но температуры более высокие по сравнению с нормализацией и скорость охлаждения тоже выше. Процесс происходит в жидкостях. Благодаря закалке повышается прочность и твердость материала, а детали в итоге будут иметь низкую ударную вязкость и хрупкость;
закалка — принцип технологии такой же, но температуры более высокие по сравнению с нормализацией и скорость охлаждения тоже выше. Процесс происходит в жидкостях. Благодаря закалке повышается прочность и твердость материала, а детали в итоге будут иметь низкую ударную вязкость и хрупкость;Для выполнения термической обработки потребуется следующее:
- баки с водой и маслом;
- бумага шлифовальная;
- микроскоп металлографический;
- печь с термоэлектрическим пирометром;
- твердомеры по Роквеллу;
- наборы микрошлифов (сорбит, мартенсит, феррит-мартенсит и т. д. ).
Выбор способа термообработки для стали
Нормализацию или другой способ термической обработки стали выбирают в зависимости от концентрации в ней углерода. Если материал содержит его в количестве до 0,2%, то наиболее приемлемым способом является нормализация. Если углерода присутствует 0,3−0,4%, то подойдет как нормализация, так и отжиг.
Выбирать тот или иной способ обработки также следует в зависимости от требуемых свойств. Например, нормализация придаст изделию мелкозернистую структуру, а по сравнению с отжигом — большую твердость и прочность.
Во многих случаях нормализация является наиболее предпочтительным методом обработки материалов, поскольку имеет немало преимуществ по сравнению с другими. Во многих отраслях, в частности, машиностроении, его используют для термообработки чаще всего.
Нормализация стали: описание и характеристики

Одним из способов изменения параметров стали является термообработка. Она включает несколько методов, одним из которых является нормализация. Далее рассмотрены принципы и применение данной технологии, отличия ее от прочих методов этой группы.

Ключевые понятия – важная терминология
- Диаграмма состояния железо/углерод – график зависимости фазового состояния сплавов железа с углеродом от их химического состава и температуры.
- Мартенсит – пересыщенный твердый раствор углерода в α-железе.
- Цементит – химическое соединение с формулой Fe3С (карбид железа).
- Аустенит – твердый раствор углерода в γ-железе. На диаграмме состояния железо-углерод аустенит появляется выше температуры перлитного превращения (727°С).
- Температура превращения Ас3 – нагрев, при котором заканчивается превращение феррита в аустенит. Для сталей с различным содержанием углерода температура Ас3 отличается.
- Дендритная ликвация – неоднородность химического состава, характерная для сплавов, твердеющих при нормальных условиях.
- Ас, Ar – критические точки температуры фазовых преобразований. Ас – при нагреве, Аr – при охлаждении.
Назначение процесса
Нормализация призвана менять микроструктуру стали, она выполняет следующее:
- снижает внутренние напряжения;
- посредством перекристаллизации измельчает крупнозернистую структуру сварных швов, отливок или поковок.
Цели нормализации могут быть совершенно разные. С помощью такого процесса твердость стали можно повысить или снизить, это же касается прочности материала и его ударной вязкости. Все зависит от механических и термических характеристик стали. С помощью данной технологии можно как сократить остаточные напряжения, так и улучшить степень обрабатываемости стали с помощью того или иного метода.
Стальные отливки такой обработке подвергают в следующих целях:
- для гомогенизации их структуры;
- чтобы увеличить подверженность термическому упрочнению;
- чтобы снизить остаточные напряжения.
 для гомогенизации их структуры;
для гомогенизации их структуры;Изделия, полученные посредством обработки давлением, подвергают нормализации после ковки и прокатки, чтобы сократить разнозернистость структуры и ее полосчатость.
Нормализация вместе с отпуском нужна для замены закалки изделий сложной формы или же с резкими перепадами по сечению. Она позволит не допустить дефектов.
Еще эта технология применяется, чтобы улучшить структуру изделия перед закалкой, повысить его обрабатываемость посредством резки, устранить в заэвтектоидной стали сетку вторичного цемента, а также подготовить сталь к завершающей термической обработке.
Выдержка и температура нормализации
Нормализованная сталь по структуре подразделяется на перлитный, мартенситный и аустенитный классы. Основными характеристиками процесса ТО металла являются:
- максимальные температурные параметры нагрева;
- период выдержки сплава при температуре нагрева;
- скорость нагрева и охлаждения.
Общее время нагрева (Тоб.) состоит из продолжительности нагрева до заданной температуры (Тз.т.) и времени выдержки при этой температуре (Тв):
Длительность выдержки важна для уменьшения степени неоднородности распределения химических веществ аустенитного состава до начала охлаждения. Нормальным показателем считается 1 час выдержки на каждые 2,5 см толщины сечения металла.
Нормализация доэвтектоидной стали проводится при температурах более Ас3. Это позволяет убрать грубую цементитную сетку. Она возникает при медленном охлаждении в интервале критических точек стали Аст – Аr (диаграмма состояния железо-углерод) при отжиге.
Заэвтектоидные металлы нужно нормализовать при температурах между точками Ас1 и Ас3.Тогда в растворе содержится одинаковое количество углерода и регистрируется одинаковое количество аустенита. Сталь принимает однородную твердость.
Сталь марки и ее особенности
Даная сталь является сплавом железа и углерода. Стать марки 45 благодаря своей твердости пользуется традиционным высоким спросом в разных промышленных отраслях. В данном сплаве доля железа составляет порядка 45 процентов. Свойства материала непосредственно связаны с его легирующими элементами и количеством углерода, что очень важно при производстве изделий для металлопроката. Тот или иной температурный режим обработки позволяет получить прочное изделие. После нормализации твердость марки 45 непосредственно связана с температурой во время работы.
Данная сталь — углеродистая конструкционная. Нормализацию следует проводить на улице, а не в специальной печке, в отличие от других этапов обработки. Марка 45 просто и быстро поддается механическим видам обработки, в частности:
- сверлению;
- точению;
- фрезеровке.
На основе этой стали производят такие изделия:
- бандажи;
- кулачки;
- цилиндры;
- шестерни;
- коленчатые и распределительные валы;
- вал-шестерни;
- шпиндели.
Другие методы термообработки
Помимо процесса нормализации, существуют другие способы термообработки металлов и сплавов:
- Отпуск — технология, применяемая для уменьшения хрупкости и снижения внутренних напряжений в материале.
- Отжиг — метод, при котором уменьшается размер зёрен в структуре материала, снимаются внутренние напряжение.
- Закалка — методика, похожая на нормализацию. Отличия заключаются в более высоком температурном режиме нагрева и высокой скорости охлаждения.
- Криогенная обработка — технология, связанная с применением низких температур.
- Дисперсионное твердение — конечный этап термообработки. Обрабатываемой детали придаётся высокий показатель прочности.
Выше представлены основные способы обработки металлических заготовок, но порядок указан неправильно. Узнать его можно в любом источнике по металлообработке.
Нормализация стали считается одним из нескольких этапов термообработки. С его помощью изменяется структура и характеристики материала. При желании можно ухудшать или улучшать свойства заготовки.
Нюансы и этапы нормализации
 Термообработка металла
Термообработка металла
Есть несколько разновидностей термической обработки, но нормализацию используют чаще, так как она имеет гораздо больше преимуществ по сравнению с другими.
Оборудование и материалы
Для нормализации металла используют специальные печи для отжига и закалки. Иногда применяют установки с газовым нагревом. Такие системы имеют следующую комплектацию:
- герметичная камера, в которой находятся заготовки;
- нагревательные элементы (горелки) прямого или косвенного нагрева, предназначенные для повышения температуры в установке;
- запорно-регулирующие устройства;
- модули управления мощностью – импульсные, пропорциональные или комбинированные;
- термоизоляционная защита.
Нагревательная система в агрегатах с косвенным методом нагрева может быть устроена по разным принципам. В газовых печах нагрев чаще всего реализуют через воздушное пространство, при этом горелку помещают в центре камеры.
Проведение процесса
 Охлаждение стали
Охлаждение стали
При нормализации деталь подвергается нагреванию до определенной температуры, некоторое время оставляют в ней и затем охлаждают. Какие показатели будут использоваться для нагрева, зависит от марки стали.
Значимую роль в нормализации металла играет его правильное охлаждение. При этом интенсивность играет немаловажное значение. Быстрое охлаждение приводит к увеличению прочности и твердости металла, тогда как при медленном, он теряет эти характеристики.
Правильно проведенная нормализация металла изменяет микроструктуру стальных сплавов.
Длительность
Время выдержки зависит от толщины детали. Так было установлено, что для получения однородной структуры пластины в 25 мм потребуется 1 час.
Отличия нормализации от классического полного отжига
Кроме классического отжига и нормализации используются другие виды термообработки металла:
- Закалка, придает стали такие же характеристики, что и нормализация. Но детали, обработанные таким способом, отличаются пониженной ударной вязкостью и хрупкостью.
- Отпуск применяется после предыдущего процесса с целью снижения напряжений и снижения хрупкости.
- Дисперсионное твердение – заключительная обработка, применяющаяся для повышения прочности стали.
- Криогенная обработка чаще всего используется для закаленной углеродистой стали. Благодаря ей структура металла получается равномерной и твердой.
Нормализация – это процесс, при котором сталь нагревается до аустенитного состояния при показателях температуры на 30-50 градусов больше Ac3. При этом процесс охлаждения происходит на открытом воздухе.
Классический полный отжиг стали более длительный процесс, при котором металл достаточно долго нагревают и медленно охлаждают. Этот способ обработки стали считается менее производительным и более затратным. Чаще всего используют при более 0,4% углерода в составе стали.
Нормализация происходит гораздо быстрее, что позволяет охватить большее количество деталей. При этом сталь становится более прочной и твердой, чем после полного отжига.
Близкие по сути процессы термообработки
В перечень термообработки сталей, помимо нормализации, можно внести операции:
- отжиг;
- отпуск;
- закаливание;
- криогенная обработка и несколько других.
Операция отжига обеспечивает качественную, более тонкую структуру перлита, это происходит потому, что охлаждения деталей применяют печи. Назначение этой операции — понижение неоднородности структуры, удаления напряжений, повышение обрабатываемости.
Основы, заложенные в операцию закаливания, идентичны принципам нормализации, но существуют некоторые различия. Например, при закаливании применяют температуры куда как выше и высокие скорости охлаждения. Закаливание проводит к улучшению прочностных характеристик, твердости и пр. Но, нередко заготовки прошедшие через закаливание отличает сниженная вязкость и высокая хрупкость.
Отпуск деталей применяют после операции закаливания. Отпуск снижает хрупкость и внутренние напряжения. При этом диапазон температур ниже, чем тот, который используют в нормализации. Охлаждение деталей проводят на воздухе. При повышении температуры снижается предел прочности, твердость и в то же время растет ударная вязкость.
Криогенная обработка стали приводит к получению равномерной структуры металла и повышенной твердость. Эту технологию обработки применяют в отношении прошедшей закаливание углеродистой стали.
Особенности проведения работ
Нормализация — равномерное нагревание заготовки до температуры выше критической. После разогрева детали выдерживаются в одном температурном режиме. Затем происходит охлаждение заготовки. Изначально она медленно остывает до нижнего показателя критических температур, затем мастер погружает её в охлаждающую жидкость, чтобы ускорить процесс.
Принципы проведения
Термообработка металла необходима в случае изменения его структуры и, следовательно, технических характеристик.
Существует два типа металлов, подвергающихся термообработке:
- заэвтектоидные;
- доэвтектоидные.
Выбор температурного режима зависит от типа металла. Например, для заэвтектоидных заготовок процесс разогрева проводится при температурах, располагаемых между отметками AC1–AC3. Что касается доэвектоидных деталей, их обрабатывают при температурах, превышающих точку AC3. Материалы, относящиеся к первой группе, достигают одинакового показателя твердости.
Длительность
Скорость охлаждения зависит от количества перлита, содержащегося в заготовке, и размера обрабатываемых пластин. Если скорость охлаждения увеличивается, а время на проведение процедуры сокращается, количество перлита, образующегося в процессе термообработки, увеличится. Также будут возрастать показатели прочности и твердости.
 Охлаждение стали
Охлаждение стали
Исправление нарушенной структуры металлов и сплавов
Двухступенчатое охлаждение сталей позволяет преобразовать пластинки перлита в зерна. Нагрев происходит до температуры выше точки Ас1. Затем она снижается до 700 и выдерживается до 500 градусов. Далее на воздухе длительно остывает металл. Эта нормализация носит название сфероидизирующая. В результате изделие без труда поддается резанию. Так обрабатывают металлы, содержащие 0,65 % углерода.

Наклеп — это образование более прочных областей металла после холодной штамповки или волочения. Убирает этот дефект рекристаллизационный отжиг — хрупкость сталей устраняется за счёт нагрева до 700 градусов (ниже Ас1). В этот момент восстанавливается кристаллизационная решетка металлов. Структура становится мелкозернистой и однородной. Также может проводиться светлый отжиг, восстанавливающий свойства сталей после проката листового, чтобы сохранить блестящую поверхность.
Нормализация состоит в нагреве стали до температуры выше верхней критической точки Ас3 на 30–50°, т. е. до температуры, немного превышающей температуру полного отжига, небольшой выдержке при этой температуре и последующем охлаждении на воздухе.
Продолжительность выдержки тем больше, чем толще обрабатываемое изделие и чем грубее структура стали.
Нормализация от отжига отличается теми превращениями, которые происходят в стали при более быстром охлаждении. В результате этих превращений зерна перлита и феррита получаются более мелкими, чем при отжиге; сами зерна перлита, который имеет в этом случае форму тонкопластинчатого или сорбитообразного перлита, получают тонкое внутреннее строение; сталь получает более равномерную структуру. После нормализации сталь приобретает большую твердость и прочность по сравнению со сталью, медленно охлажденной после отжига. Это различие в механических качествах у нормализованной и у отожженной сталей тем больше, чем выше содержание углерода (по структуре – больше перлита). Тонкие изделия, остывая на воздухе быстрее толстых, приобретают и большую твердость.
Охлаждение изделий на воздухе, а не в печи, повышает производительность печей и удешевляет продукцию, если при охлаждении на воздухе в изделиях не появятся внутренние напряжения и после нормализации не потребуется дополнительного отпуска.
Нормализацией мягкой стали достигается повышение главным образом ударной вязкости. Помимо этого, нормализация облегчает механическую обработку резанием. Мягкая сталь во избежание появления структурно-свободного цементита обязательно должна быть нормализована.
Изделия сложной конфигурации с различной толщиной стенок, особенно изготовляемые из легированной стали, после нормализации должны подвергаться отпуску. Такая термическая обработка обеспечивает не только размельчение зерна с улучшением механических качеств стали, но и освобождает изделия от внутренних напряжений. Так обрабатывают, например, валы для турбин и двигателей внутреннего сгорания, турбинные диски, некоторые стальные отливки ответственного назначения и пр. Часто обе операции – нормализация и отпуск – производятся с одного нагрева в одной и той же специальной печи. Дополнительного отпуска после нормализации не требуют изделия из мягкой стали с содержанием до 0,25% С.
Ранее Вредные примеси и их влияние на технологические и механические свойства чугуна и стали
Позже Неполный отжиг
Выбор способа термообработки для стали
Нормализацию или другой способ термической обработки стали выбирают в зависимости от концентрации в ней углерода. Если материал содержит его в количестве до 0,2%, то наиболее приемлемым способом является нормализация. Если углерода присутствует 0,3−0,4%, то подойдет как нормализация, так и отжиг.
Выбирать тот или иной способ обработки также следует в зависимости от требуемых свойств. Например, нормализация придаст изделию мелкозернистую структуру, а по сравнению с отжигом — большую твердость и прочность.
Во многих случаях нормализация является наиболее предпочтительным методом обработки материалов, поскольку имеет немало преимуществ по сравнению с другими. Во многих отраслях, в частности, машиностроении, его используют для термообработки чаще всего.
Нормализация стали — процесс, температура, режимы, время

Нормализацию стали часто рассматривают с двух точек зрения — термической и микроструктурной.
В термическом смысле и классическом понимании, нормализация стали — это нагрев стали до аустенитного состояния с последующим охлаждением на спокойном воздухе. Иногда к нормализации относят также и операции с охлаждением ускоренным воздухом.
Место температуры нормализации на диаграмме состояния железо-углерод показано на рисунке 1.
Рисунок 1 – Упрощенная диаграмма состояния железо-углерод.
Заштрихованная полоса – температура нормализации сталей
С точки зрения микроструктуры нормализованной структурой считают перлит для стали с содержанием углерода 0,8 %, а для сталей с меньшим содержанием углерода — доэвтектоидных сталей — смесь перлита и феррита.
Операцию нормализации применяют для большинства сталей и, в том числе стальных отливок. Очень часто сварные стальные швы нормализуют для измельчения структуры стали в зоне воздействия сварки.
Суть процесса
Процедура нормализации выглядит следующим образом. Деталь разогревают до температур, которые превышает максимально допустимые параметры (Ас1, Ас3) на 30 – 50 градусов Цельсия, затем, какое-то время ее выдерживают под воздействием этой температуры, после чего ее охлаждают.
Подбор температуры выполняют, руководствуясь маркой стали. Так, сплавы содержащие 0,8 % углерода так называемые заэвтектоидные, обрабатывают при температурах, лежащих между критическими точками Ас1 и Ас3.
Что такое критические точки – так называют температуры, при которых происходят фазовые изменения и структуры сплава при его нагреве или охлаждении.
Результатом этого становиться то, что в твердый раствор попадает некоторый объем углерода и закрепляется аустенита. То есть, на свет появляется структура, состоящая из мартенсита и цементита. Именно цементит приводит к росту стойкости к износу и твердости. Нагрев высокоуглеродистой стали свыше ас3 приводит к тому, что увеличиваются внутренние напряжения. Это происходит из-за того, что растет количество аустенита, в следствии роста концентрации углерода.
Сталь с содержанием углерода менее 0,8% при нагреве свыше критической точки Ас3 приобретает повышенную вязкость. Это происходит потому что в стали этого типа появляется аустенит (мелкозернистый), переходящий в мартенсит (мелкозернистый).
Доэвтектоидная сталь не обрабатывают при температурах, расположенных в диапазоне Ас1 – Ас3. Так как в этом случае появляются феррит, который снижает параметры твердости.
Время необходимое для выполнения операции
Для получения однородной структуры сплава, при определенной температуре, требуется какое-то время. Это время и будет определено как время выдержки стали при нормализации. Опытным путем определено, что слой металла толщиной в 25 мм через час становится однородным. Таким образом. и определяют время нормализации.
Завершающий этап – охлаждение
Скорость охлаждения играет существенную роль в образовании объема перлита и размера его пластин. Многочисленные исследования показали, что высокая интенсивность охлаждения увеличивает количество перлита и сталь получает повышенную твердость и прочность. Малая интенсивность охлаждения приводит к тому, что сталь теряет твердость и прочность.
При обработке деталей с существенными перепадами размеров, например. валов, целесообразно убрать напряжения, возникающие под воздействием колебания температур. Для этого их предварительно нагревают в емкости, заполненной разными солями. При понижении температуры допускается ускорить этот процесс помещая горячие детали в воду или специально подобранное масло.
Другими словами, нормализация стали устраняет напряжения внутри детали, минимизирует ее структуру. То есть она оказывает прямое влияние на изменение микроструктуры стальных сплавов.

Цель нормализации стали
Цели нормализации стали могут быть различными: например, как для увеличения, так и для снижения прочности и твердости в зависимости от термической и механической истории изделия.
Цели нормализации часто пересекается или даже путается с отжигом, термическим упрочнением и отпуском для снятия напряжений. Нормализацию применяют, например, для улучшения обрабатываемости детали резанием, измельчения зерна, гомогенизации зеренной структуры или снижения остаточных напряжений. Сравнение температурно-временных циклов для нормализации и отжига показано на рисунке 2.
Рисунок 2 ─ Сравнение температурно-временных циклов нормализации и полного отжига. Более медленное охлаждение при отжиге приводит к более высокой температуре феррито-перлитного превращения и более грубой микроструктуре, чем при нормализации.
Для стальных отливок нормализацию применяют для гомогенизации их дендритной структуры, снижения остаточных напряжений и большей восприимчивости к последующему термическому упрочнению.
Изделия, полученные обработкой давлением, могут подвергать нормализации для снижения полосчатости структуры после прокатки или разнозернистость после ковки.
Нормализацию с последующим отпуском применяют вместо обычной закалки, когда изделия имеют сложную форму или резкие изменения по сечению. Это делают, чтобы избежать образования трещин, коробления и чрезмерных термических напряжений.
Процесс нормализации и основные принципы
С точки зрения физики процесса нормализация стали представляет собой обработку металла термическим образом, при котором его нагревают выше верхнего критического порога Асm и Ас3 на величину в 30–50 градусов по Цельсию. На этом уровне происходит выдержка металла, а далее его охлаждение при обычных температурных условиях окружающей среды.
После достижения точки Ас3 наблюдается завершение фазы, когда происходит преобразование в аустенит феррита с одновременной нормализацией структуры полученного вещества. За преодолением порога Асm следует процесс, где уже из аустенита начинает выделяться цементит вторичный (если температура идет в сторону уменьшения) и прекращается его растворение в аустените (при увеличении температуры относительно этой точки).
Если сталь была слишком перегрета и из-за этого произошло укрупнение зерна решетки, для уменьшения этого размера изделие подвергают такой обработке, где температуру нормализации стали повышают на 100–150 градусов по Цельсию относительно точки ACj.
Не стоит путать нормализацию с отжигом: у каждого процесса есть свои особенности. При нормализации стали охлаждение происходит в два раза быстрее. С экономической точки зрения такой процесс более рентабелен, так как не требует применения печи для постепенного охлаждения.
Метод нормализации стали не всегда можно применять по отношению к некоторым маркам стали, потому что после такой обработки у них остается повышенная твердость, которая не во всех случаях нужна. Это касается тех металлов, где содержание углерода превышает показатель в 0.4 %. В низкоуглеродистых сталях этот эффект, как правило, не наблюдается. Выходом из ситуации может быть применение высокого отпуска после нормализации при температурном режиме в 650–700 градусов по Цельсию.
Скорость охлаждения стали при нормализации
Скорость охлаждения при нормализации обычно не является критической величиной. Однако, когда изделие имеет большие различия по размерам сечения, принимают меры по снижению термических напряжений, чтобы избежать коробления.
Оборудование и материалы
В качестве оборудования для проведения нормализации применяют печи для закалки и отжига стали. В печном оборудовании может быть использован газовый нагрев. Такие системы содержат:
- Камеру. Это специальный, герметично закрывающийся бокс, где располагают заготовки.
- Нагревательные элементы в виде горелок. Предназначены для нагнетания температуры в камере печи. Горелки могут быть плоско-факельного типа, работать по принципу косвенного или прямого нагрева.
- Устройства, выполняющие запорно-регулирующие функции.
- Модули управления мощностью. Они могут быть комбинированного типа, пропорциональные или импульсные.
- Теплоизоляционный материал.
Принцип нагрева внутренней камеры печи от газа может быть реализован через воздушное пространство, тогда горелку располагают в центре. Также могут применяться регенерационные и рекуперационные конструкции горелок.
В печах сопротивления, где используется косвенный метод нагрева, нагревательная система может быть выполнена по разным принципам. Чаще всего здесь используют тиристорные схемы для управления мощностью, которые в свою очередь контролируются при помощи микропроцессорных схем.
Уважаемые посетители сайта, все, кто разбирается в технологическом процессе выполнения операций по нормализации стали, оставьте свои дополнения к статье в комментариях!
Поиск записей с помощью фильтра:
Выдержка при температуре нормализации
Роль длительности выдержки при температуре нормализации заключается только в том, чтобы обеспечить гомогенизацию аустенитной структуры до начала охлаждения. Один час выдержки на каждые 25 мм толщины сечения является нормой.
Скорость охлаждения при нормализации значительно влияет на количество перлита, его размеры и толщину перлитных пластин. Чем выше скорость охлаждения, тем больше образуется перлита, а его пластины становятся тоньше и ближе друг к другу. Увеличение доли перлита в структуре и его измельчение дают повышение прочности и твердости стали. Более низкие скорости охлаждения означают менее прочную и твердую сталь.
После того, как изделия однородно охладились по своему сечению ниже нижней критической точки Аr1, их можно охлаждать в воде или масле для снижения общей длительности охлаждения.
Другие методы термической обработки
Кроме нормализации, термическая обработка стали включает в себя такие процессы:
- отжиг;
- закалка;
- отпуск;
- обработка криогенным способом;
- дисперсионное твердение.
Принцип выполнения и цели у каждой технологии одинаковые, однако, каждая имеет свои отличительные особенности:
- отжиг — благодаря ему структура перлита будет максимально тонкой, поскольку охлаждение происходит в печи. Отжиг позволяет снизить структурную неоднородность, а также напряжение после обработки посредством литья или под давлением, придать структуре мелкозернистость или улучшить обработку резанием;
- закалка — принцип технологии такой же, но температуры более высокие по сравнению с нормализацией и скорость охлаждения тоже выше. Процесс происходит в жидкостях. Благодаря закалке повышается прочность и твердость материала, а детали в итоге будут иметь низкую ударную вязкость и хрупкость;
- отпуск — отпуск, выполняемый после закалки, снижает напряжение и хрупкость. С этой целью материал прогревается до малой температуры и охлаждается на улице. На фоне повышения температуры предел прочности и твердость падают, и повышается ударная вязкость;
- криогенная обработка — благодаря ей материал будет иметь равномерную структуру и твердость, эта технология максимально подходит для закаленной углеродистой стали;
- дисперсионное твердение — окончательная обработка, в ходе которой дисперсные частицы выделяются в твердом растворе после закалки при малом нагреве для придания материалу прочности.
Для выполнения термической обработки потребуется следующее:
- баки с водой и маслом;
- бумага шлифовальная;
- микроскоп металлографический;
- печь с термоэлектрическим пирометром;
- твердомеры по Роквеллу;
- наборы микрошлифов (сорбит, мартенсит, феррит-мартенсит и т. д. ).





