Преимущества производства пенопласта на современном мини-заводе
Преимущества бизнеса по производству пенопласта
Пенопласт используется практически во всех отраслях промышленности, в частности:
- в производстве строительных материалов для утепления, звукоизоляции, декоративных элементов;
- при изготовлении упаковочных материалов;
- в медицине для изготовления термостабилизирующей тары;
- в судостроении маломерных судов для заполнения специальных отсеков, чтобы обеспечить непотопляемость.
 Мини-завод по производству-изготовлению пенопласта
Мини-завод по производству-изготовлению пенопласта
Производство пенопласта
В России не так много заводов, производящих пенопластовые изделия, и достаточно популярна иностранная продукция, которая имеет высокую стоимость. Все это говорит о больших конкурентных преимуществах этого бизнеса, поскольку спрос в данной отрасли превышает предложение, а, следовательно, собственник может получать сверхприбыли.
Составные узлы мини-завода, их технические характеристики
Сегодня можно купить оборудование отечественного производства, китайского и европейского. По ценовой категории российские и китайские находятся на одном уровне, но необходимо учитывать еще стоимость доставки и обслуживания оборудования, ведь часто могут возникнуть вопросы по эксплуатации или вызвать специалиста-наладчика, а сделать это проще у российской компании.
Предприятие «АВИС-ГРУПП» предлагает мини-завод по производству изделий из пенопласта такой комплектации:
предвспениватель — необходим для предварительной тепловой обработки пенополистирольных гранул до плотности от 10 до 50 кг/м 3 . Характеристики:
- мощность – 2 кВт;
- производительность – до 200 кг/ч;
- объем бункера – до 60 л;
- габариты – 220*900*1380 мм;
- масса – 240 кг;
 Предвспениватель полистирола Automatic Pre-Expander
Предвспениватель полистирола Automatic Pre-Expander
- бункер для сушки вспененных гранул — благодаря этому процессу в массе стабилизируется давление, испаряется значительная часть влаги.
- производительность – 25 м 3 /ч;
- материал корпуса – оцинкованная сталь;
- габариты – 500*1350*2000 мм;
 Бункер СКС-5 для сушки вспененных гранул
Бункер СКС-5 для сушки вспененных гранул
- автоматическая блок-форма — необходима для формовки пенопластового листа. Процесс формования сопровождается охлаждением массы с помощью вакуума. Характеристики:
- производительность – до 18 м 3 ;
- время одного цикла – 5 минут;
- размеры готового блока – 640*1040*2040 мм;
- габариты – 1500*750*2300 мм;

- Блок-форма автоматическая вакуумная установка – необходима для удаления излишка воздуха в формируемом листе, с ее помощью ускоряется процесс формовки.
- мощность – 7,5 кВт/ч;
- производительность – до 3 м 3 /мин;
- объем ресивера – 2,8м 3 ;
 Установка вакуумного напыления
Установка вакуумного напыления
- станок для нарезки пенопласта на листы и различные изделия необходимого размера. Характеристики:
- производительность – до 7 м 3 /ч;
- минимальная толщина листа – 20 мм;
- габариты – 1500*Ф1300*4500 мм;
- упаковочная установка — обматывает готовое изделие ПВХ пленкой.

- мощность – 1,5 кВт;
- производительность – до 60 м 3 /ч;
- размеры упокоеваемых блоков – 600*1000*1000 мм;
Автомат для упаковки стоп плит пенопластаизмельчитель отходов – необходим для дробления обрезков после порезки готовых листов. Этот процесс необходим для организации безотходного производства, поскольку отходы можно использовать повторно, добавляя к гранулам, но не более 5%.
- мощность – 7 кВт;
- производительность – до 5 м 3 /ч;
- габариты – 830*800*1300 мм.
Стоить такой завод будет 2 500 000 рублей.
Схема дробильной камеры пенопластаЧто нужно для производства и где приобретать исходное сырье
Основа производства – полистирольные гранулы – ПСВ-С. Их получают путем полимеризации стирола, поверхность обрабатывается веществами, которые препятствуют скоплению электростатических зарядов, что существенно облегчает хранение и транспортировку. В Росси полимерное сырье производят следующие компании:
- Газпром нефтехим Салават;
- Нижнекамскхим;
- Азбука полимеров;
- Пластпром.
Стоимость отечественного сырья – от 56 рублей за 25 кг.
Схема процесса производства пенополистирола непрерывным способомИмпортное сырье от китайских и европейских производителей будет стоить в два раза дороже, но отличается более высоким качеством. При организации производства необходимо учитывать, что пенополистирольные гранулы должны храниться при температуре не ниже +18 о С и влажности не более 70%. Нарушение условий хранения напрямую повлияет на процесс изготовления пенопласта.
Технология изготовления пенопласта
Технологический процесс производства предусматривает несколько этапов:
- предварительное вспенивание. При первичном вспенивании гранулы поддаются паровой обработки, при этом температура достигает 95 о С, но не должна превышать эту отметку. В результате нагрева гранулы расширяются, и наблюдается значительное падение плотности. Если вначале она была на уровне 140 кг/м 3 , то после первых секунд обработки уже 60 м 3 , а по истечении 5 минут – 18 – 35кг/м 3 ; Схема оборудований по производству пенопласта
- вторичное вспенивание. Если технологией предусмотрена плотность выше 18 кг/м 3 , то процесс производства осуществляется только с предварительным вспениванием, если необходима более низкая плотность, то используют вторичный или третичный процессы. С каждым последующим разом плотность сокращается, а теплоизоляционные и прочие характеристики пенопласта будут ухудшаться;
- сушка. После каждого процесса вспенивания гранулы мокрые и должны пройти этап сушки. Сушка проводится при подаче нагретого до 45 о С воздуха. Благодаря вентиляторам, воздух свободно циркулирует внутри бункера и гранулы равномерно осушаются; Производство пенополистирола
- следующий этап – вылеживание – он необходим для стабилизации давления внутри гранул, они насыщаются кислородом и окончательно высушиваются. Иногда это этап длится до суток;
- далее высушенное сырье подается в формовочный блок, где подвергается паровому нагреву, благодаря чему гранулы полистирола склеиваются друг с другом. В пресс-форме масса находится до 180 секунд под давлением пара до 1,5 кг/см 3 . Затем сформированный блок должен остыть, в течение 40 минут и отправляется на вылеживание (24 часа);
- после окончательного вылеживания и сушки, готовые пенопластовые блоки направляются в порезочный механизм, который полностью автоматизирован, благодаря чему достигается высокая точность;
- упаковка пенопласта – завершающий этап, далее он направляется на склад готовой продукции и отгружается в необходимом объеме покупателю;
Схема процесса производства пенополистирольных плитРасчет прибыльности мини-завода по производству пенопластовых изделий
Для расчета прибыли необходимы следующие данные:
Теплопроводность пенопласта - стоимость сырья – 56 рублей за 25 кг;
- выработка пенопласта из полистирольных гранул – 1:1 – безотходное производство;
- расход сырья – 52 м 3 в одну смену (8 часов), 1248 – в месяц (24 рабочих дня);
- производительность – 12 кг/м 3 один лист, в день получается 624 кг, в месяц – 14976 кг;
- при такой производительности потребуется 25 упаковок гранул в день или 600 – в месяц;
- себестоимость 1 м 3 – 25 (упаковок)*56 рублей/52 м 3 (выработка в день) = 26,92 рубля;
- стоимость листа пенопласта весом 12 кг/м 3 – 1150 рублей;
- прибыль с 1 м 3 готового изделия – 1150 – 26,92 = 1123,08 рублей;
- прибыль с дневного объема производства – 58400, 00 рублей;
- доход в месяц – 58400*24 = 1 401 600 рублей;
- из дохода следует вычесть заработную плату, налоги и социальные отчисления, коммунальные платежи и прочие расходы – это примерно 40%, то есть владелец бизнеса ежемесячно будет иметь 840960 рублей чистой прибыли.
Мини-завод с техническими характеристиками, которые будут обеспечивать такую производительность, стоит 2 5000 000 рублей. При стабильной ежемесячной прибыли, которая обеспечивается налаженной системой сбыта готовой продукции, срок окупаемости может наступить в первые полгода работы завода. Конечно, это лишь предварительные расчеты, понятно, чтобы наладить сбыт и стабильное производство нужно время, но при правильной организации можно получать чистую прибыль уже после первого года работы.
Видео: Производство пенопласта на Урале
Обзор оборудования для самостоятельного производства пенополистирола
Собственное производство экструдированного пенополистирола и пенопласта – довольно выгодный бизнес. Вложения в новое оборудование и обустройство цеха окупаются уже в первую пару месяцев работы. После этого дело начинает приносить стабильный доход, который за вычетом зарплат и сырья легко преодолевает показатель в 20 %. При такой рентабельности бизнес полностью окупает себя уже через полгода. Прибавим к этому высокий спрос на полимерные утеплители, который продолжает расти, и получим отличный вариант собственного дела.
Что потребуется для работы?
Чтобы организовать производство пенопласта в домашних условиях и подобрать необходимый комплект оборудования, нужно ориентироваться в тех процессах, которые проходит вспененный полимер. Основные этапы этой технологии:
1. Нагрев полистирольного гранулята ПСВ и его вспенивание.
2. Вылеживание в холодном бункере сроком от 12 ч до суток для выравнивания внутреннего давления и отвердения оболочек.
3. Прессовка в форме и повторный нагрев с помощью пара – для сцепления шариков пенопласта друг с другом.
4. Охлаждение и нарезка плит.
Создавая собственный мини-цех для производства на дому, следует заранее продумать расстановку оборудования для удобной работы, а также подвести трехфазную сеть на 380 В.
Основные элементы линии
1. Устройства предварительного и вторичного вспенивания (для получения более легкого материала плотностью до 12 кг/м3).
Для вспучивания гранул пенопласта хватит обычного ПН-01. Приемный бункер этого аппарата вмещает до 60 л ПСВ, а на обработку сырье отправляется в более объемную камеру (700 л). Производительность предвспенивателя – 600 кг/ч. Как правило, его делают из листовой стали, но можно заказать изготовление паропроводов и основной емкости из нержавейки, хотя это и увеличит стоимость оборудования на 65 %. Дозатор в комплекте также повлияет на цену агрегата – еще плюс 35-40 %.
Вместо стандартного приемного бункера на предвспениватель можно установить конструкцию с компактным роторным тепловентилятором для первичного разогрева гранул. Узел дополняется ВР 80-75 производительностью от 750 м3/ч и мощностью 180-2200 Вт.
2. Парогенератор с накопительной емкостью (аккумулятором).
Лучше, чтобы это был экономичный твердотопливный котел с утилизатором отходов. Но для его обслуживания потребуется еще один рабочий и соблюдение ряда требований пожарной безопасности. Если нет возможности использовать такой нагреватель, подойдет электрический паровой генератор производительностью 100 кг/ч для линии, рассчитанной на 20 м3 пенопласта в смену.
3. Бункер с охлаждающим вентилятором и вкладыши.
Система настолько примитивна, что при желании ее легко сварить самостоятельно. Машзаводы выпускают разборные модели, стягивающиеся болтами. Это просто устойчивый каркас из металлических труб (можно б/у) с ребрами жесткости. Внутренний объем бункера вылеживания зависит от производительности вспенивателей, но обычно не превышает 15-30 кубов. Здесь основная деталь – плотный мешок-вкладыш из прорезиненной брекерной ткани, который надевается на рамную конструкцию.
Вентилятор можно приобрести отдельно, выбрав такую же модель ВР, как и для бункера предвспенивателя. Также для загрузки/выгрузки сырья на дне нужно будет установить коническую трубу Вентури с верхним приемником (5 тыс. рублей). Ее концы подключаются к рукавам пневмотранспорта, подающим легкий гранулят под давлением. Соответственно, в эту схему придется включить еще и компрессор.
4. Формовочное оборудование для производства пенопласта.
Эти блоки не стандартизированы и могут иметь самое разное исполнение. Все зависит от качества металла и особенностей конструкции. Загрузка вспученного и охлажденного полистирола проводится либо вручную, либо по пневмотрубам. Обычно формы имеют размеры примерно 1х2 м, их ширина колеблется от 200 до 750 мм, но можно заказать изготовление блоков с другими параметрами.
Обработка загруженного пенопласта паром происходит в течение всего 2-6 мин. Для управления процессами возможно подключение электропривода к крышке формы (около 25 тыс. рублей). Полностью автоматизированный узел с вакуумным охлаждением и разгрузкой выходит гораздо дороже.
Здесь применяются различные столы и торцовщики, раскраивающие блок пенопласта на отдельные листы нужного размера. Самые простые модели оборудования способны перерабатывать 10-12 м3/ч, с увеличением количества разделяющих струн растет и производительность столов (до 30 м3/ч). Впрочем, точность нарезки у всех одинаковая – 1 мм. А для экономии сырья и повторной переработки остатков полистирола стоит приобрести специальную дробилку. Она позволит создать действительно безотходную схему производства.
Мини-заводы
Можно и не собирать технологическую цепочку по частям – куда проще, если это будет готовая мини-линия по производству пенопласта. Она легче в наладке и обслуживании, а разница в цене между полным комплектом и набором из отдельных машин обычно невелика, хотя и не всегда в пользу первого варианта. Сделаем небольшой обзор доступных предложений в этом сегменте рынка и сравним характеристики.
Мини-завод немецкой марки AEG производительностью 7 м3/ч (56 кубов за смену). Укомплектован дополнительными узлами: силосами хранения сырья, дробилкой для подготовки отходов к повторной переработке и упаковочным станком. Выпускает блоки пенопласта с плотностью 9-25 кг/м3 и размером 1040х2040х630 мм.
2. ООО Оборудование и технологии.
Воронежская компания, предлагающая недорогие готовые линии в двух вариантах производительности: 40 и 100 м3. В комплектацию уже входит станок для вертикального и горизонтального раскроя блоков из пенопласта, включен шеф-монтаж с пусконаладочными работами и обучением персонала (30 тыс. рублей). Формы поставляются размером 1000х2000х(50-400) мм, выпускаемые линией марки пенопласта: от М15 до М35.
Поставляет мини-заводы для изготовления листового пенопласта в объемах от 20 до 400 м3/см. Для организации производства у себя дома достаточно будет самой скромной линии, выпускающей 2,5 м3/ч готовой продукции. Вместе с набором оборудования идут блок-формы размером 1000х1000х600 мм и установка горячей нарезки. Энергопотребление мини-цеха – 25 кВт.
Правда, в базовом варианте нет парогенератора, хоть и предусмотрен накопитель объемом в 2,5 м3. Однако у того же Пенолидера можно не только купить оборудование для производства пенополистирола, но и подобрать подходящий котел, ориентируясь на доступность энергоносителей. Это увеличит затраты еще на 108-338 тысяч.
Линия Производительность, м3/смена (8 часов) Цена (в зависимости от комплектации), тыс. руб. Penoceh-1000 56 1 500 – 2 800 Оборудование и технологии 40 807 – 1 500 Пенолидер 20 1 230 – 1 560 SFBZ-120/90 для ЭППС 30 7 080 Можно сэкономить 40-50 %, если купить линию б/у для пенопласта или же просто договориться с производителем о минимальной комплектации. Но сохранив часть денег, придется потратить больше времени на сборку и запуск цепочки. Здесь уже каждый сам выбирает, что важнее.
Оборудование необходимое для производства пенопласта
О том, что именно потребуется для изготовления пенопласта, а также как будет выглядеть сам процесс, и пойдет речь в сегодняшней статье.
- 1 Подготовительные мероприятия
- 1.1 Необходимое оборудование
- 1.2 Покупки, необходимые для производственного процесса
- 2 Технология производства пенополистирола
- 2.1 Этап первый. Заготовка сырья
- 2.2 Этап второй. Вспениваем гранулы
- 2.3 Этап третий. Высушивание
- 2.4 Этап четвертый. Вылеживание
- 2.5 Этап пятый. Спекание пенопласта
- 2.6 Этап шестой. Резка
- 2.7 Видео – Как делают пенопласт
Подготовительные мероприятия
До того как приступить к покупке оборудования, необходимо подготовить соответствующее помещение.
По этой причине в помещении, где будет производиться пенополистирол, должна быть высококачественная вентиляционная система. Следовательно, в городской квартире наладить свой производственный цех вряд ли удастся. Потребуется отдельное помещение, в идеале – целый сарай или даже ангар на загородном участке, находящийся максимально отдаленно от жилых помещений. С этим выяснили, теперь рассмотрим, что конкретно может понадобиться в работе.
Оборудование для производства пенопласта
Необходимое оборудование
Минимальный набор специализированного оборудования для изготовления описываемого материала состоит из:
- парогенераторов, а также аккумуляторов к ним;
- компенсаторов;
- предвспенивателей;
- охладителей;
- приемных бункеров;
- нарезочных агрегатов;
- блок-форм;
- дробилок.
Сам процесс изготовления и реализации должен начаться со знакомства с поставщиками, которые, к слову, могут помочь с поиском реализаторов сырья и дополнительного оборудования. Большую часть отечественного рынка заполонили китайские устройства. Есть возможность доставки продукции до места назначения, подготовка соответствующей документации для таможни и проч. Для настройки и запуска системы к вам может выехать отдельно оплаченный специалист. Что же касается европейского оборудования, то оно обойдется примерно в два-три раза дороже, хотя качество при этом, безусловно, будет намного лучшим.
Клей для пеноплекса
Ранее мы делали обзор на марки клея пригодного для пеноплекса, в дополнение к этой статье советуем вам ознакомится с данной информацией читайте об этом тут
Покупки, необходимые для производственного процесса
Итак, вы составили бизнес-план, знаете, какими будут будущие объемы работ и требуемые капиталовложения, теперь вам остается главное – приобрести оборудование для производства пенопласта. В процессе будут использоваться те установки, которые приведены ниже.
-
Аккумуляторы либо парогенераторы, необходимые для нормального функционирования предвспенивателей. К данной категории относятся также пневмотранспортные трубы, весы, трансформаторы, конденсационные отводы и так далее.
- Собственно, предвстпениватели. Они необходимы для предварительного взбивания гранул полистирола (при этом на них будет воздействовать пар) до тех пор, пока материал не обретет требуемую плотность (она варьируется в пределах 10-50 килограмм на кубометр). Существует немало разновидностей предвпенивателей, но все они условно делятся на несколько категорий в зависимости от следующих параметров:
- наличие/отсутствие встроенного генератора пара, подающего дозатора, бункера;
- материал, использованный при изготовлении («нержавейка» либо углеродистая сталь);
- принцип действия (по циклам или непрерывно);
- производительность;
- вместительность гранулоприемника и камеры.
- Дробилка со встроенным вентилятором, необходимая для измельчения отходов, оставшихся после резки. К слову, в дальнейшем эти отходы также будут задействованы в производстве.
- Емкость, оснащенная специальным мешкообразным вкладышем, в которой будет производиться вторичное вспенивание. Такое оборудование для производства пенопласта требуется для того, чтобы получать сырье плотностью по 7-8 килограммов на кубометр. Определением размеров каркаса должен заниматься квалифицированный технолог.
- 5. Упаковочный аппарат, который будет оборачивать готовые листы материала термоусадочной либо же полиэтиленовой пленкой.
6. Приемный бункер. Этот механизм может оснащаться вентилятором с режимом подогрева воздуха, или же он (вентилятор) может подключаться к нему отдельно. В этом бункере сырье вылеживается и просушивается. Аппараты могут различаться не только по показателям мощности, но и по полезному объему.
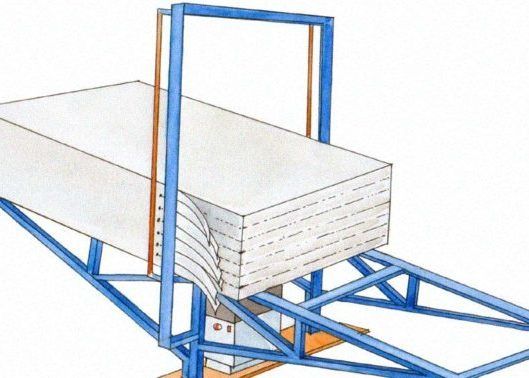
7. Стол для резки пенополистирола на листы требуемой толщины и габаритов. Прежде всего, такие столы различаются по конфигурации; многие современные модели дополнительно оснащаются дальномерами, особыми пилами, предназначающимися для шпунтирования, трансформаторами, прогревающими струны, и многим другим. Для длинных элементов профильного типа (таких как утеплители для шифера, плинтуса, колонны или же наличники) стол может быть заменен станком для трехмерного формата. Контроль в данном случае выполняются посредством особой компьютерной программы.
- 8. Блок-форма, где полистирольные гранулы спекаются в монолитный материал под действием горячего пара. Последующее охлаждение может быть как естественным, так и вакуумным. Процедура контролируется посредством пульта.
- 9. Компрессор с вакуумным насосом – они необходимы для того, чтобы ускорить рабочий процесс. Устанавливаются по отдельности в зависимости от требуемой плотности конечной продукции и мощности.
- дизельным;
- электрическим;
- газовым.
- время подачи пара;
- его (пара) давление;
- температура.
- предвспениватели с парогенераторами;
- емкость для повторного вспенивания;
- приемный бункер;
- блок-формы;
- станки для нарезки;
- аппарат, перерабатывающий отходы;
- упаковочный агрегат.
- производительность;
- наличие или отсутствие в составе материала парогенератора, бункера, дозатора;
- вместительность приемника гранул;
- что входит в состав материала (углеродистая или нержавеющая сталь);
- принцип работы (в непрерывном или циклическом режимах).
- загрузке полистирола в предвспениватель;
- создании внутри агрегата давления;
- воздействии разогретого до 100 0 С пара на полистирол;
- вспенивании обрабатываемого материала и увеличении его объема до нужного значения;
- отправке вспененного материала в сушильный блок.
- режущий элемент;
- электронная система управления.
- торцевыми пилами, с помощью которых выполняется шпунтование;
- дальномерами;
- трансформаторами, нагревающими режущие струны.
- подготовка сырья (при необходимости в состав гранул добавляется состав, препятствующий их воспламенению);
- воздействие на гранулы горячего пара (вспенивание);
- просушивание увеличенных в процессе вспенивания гранул и удаление из них лишней влаги;
- отправление сырья на вылеживание (12 часов);
- закладывание сырья в формы в виде специального блок-контейнера;
- интенсивное нагревание блоков с созданием высокого давления (10 минут);
- охлаждение получившихся пенопластовых плит;
- нарезание плит специальным станком струнного типа на блоки необходимой формы и размера;
- помещение плит на склад с целью удалить остатки влаги (до 1 месяца).
- Строительство. Используется в качестве теплоизоляции стен, пола и потолка.
- Торговля. Применяется в качестве упаковочного материала.
- Производство. Используется при изготовлении некоторых видов мебели, холодильного оборудования, одежды и других изделий.
- Судостроение. Пенопласт составляет основу понтонов, лодок и бакенов.
- Наружная реклама. Из этого материала делают буквы и другую рекламную продукцию.
- Выявите потенциал использования пенопласта в вашем регионе.
- Узнайте больше информации о конкурентах вашего будущего бизнеса.
- Проведите анализ сильных сторон вашего производства.
- Гранулы ПВС загружаются в специальную камеру, где подвергаются вспениванию. Из исходящего сырья образуются шарики, наполненные газом. Вспенивание может проходить в три этапа. От их количества зависит плотность будущего материала. При однократном вспенивании плотность будет 12—15 кг/м3, трехкратном – 8—10кг/м3. В зависимости от плотности пенопласта материал используется в той или иной сфере.
- После вспенивания, шарики с помощью воздуха перемещаются в специальный бункер, где происходит их вылеживание. В бункере создается среда с оптимальной температурой и давлением. Вылеживание гранул производится после каждого этапа вспенивания.
- Готовые шарики, принявшие форму и высохшие, перемещаются в специальный камеру, где подвергаются обработке горчим паром. Благодаря такому воздействию они вновь расплавляются и «склеиваются» друг с другом.
- Масса пенопласта выдерживается при заданной температуре и медленно остывает. Происходит удаление излишек влаги и материал становится монолитным. Он нарезается по заранее заданным размерам.
- На последнем этапе происходит упаковка пенопласта в полиэтиленовую пленку и перемещение в склад готовой продукции.
- парогенератор;
- охладитель;
- вспениватель;
- компенсатор;
- приемный бункер;
- нарезочный автомат.
- Технолог. Человек, который будет следить за производственным процессом и сверять его с действующими нормами.
- Рабочие. Хватит всего несколько человек для обслуживания линии. Можно организовать сменное производство пенопласта.
- Бухгалтер. Должен следить за документами и решать вопросы налогообложения.
- Уборщик. Используется для поддержания территории в надлежащем порядке.
- Водитель. Развоз грузов целесообразно осуществлять на маневренных бортовых автомобилях.
- самостоятельная развозка продукции автоматически добавляет к затратам приобретение собственного транспорта и связанных с ним расходов (топливо, водитель, ТО);
- торговая наценка сети сводит вашу прибыль до минимума, чтобы выдержать конкуренцию с остальными производителями (нередко продажная наценка и, соответственно, прибыль магазина выше, чем завода-изготовителя);
- порча при транспортировке и хранении. Пенопласт – материал хрупкий, поэтому естественная убыль от поломки листов составит около 5% (этот недостаток решается покупкой дробилки для безотходного производства).
- предвспениватель с пультом управления;
- транспортер сырья;
- бункер-сушка;
- мешки для бункеров;
- вентиляторы для сушки;
- пульт для управления пневматической транспортировкой;
- формовочные блоки;
- вакуумная насосная станция;
- автоматический станок для резки;
- парогенератор;
- дробилка;
- весы для контроля вспенивания и веса блоков.
- вода;
- электроэнергия;
- полистирол суспензионный вспенивающийся;
- пар.
- стоимость аренды (если помещение не в собственности);
- затраты на открытие фирмы и ведение бухгалтерии (можно доверить аутсорсинговой компании или нанять постоянного бухгалтера);
- налоги (на зарплату наемных рабочих + на прибыль в зависимости от выбранной системы налогообложения);
- стоимость транспорта, горючего и зарплату водителя (если планируется развозка продукции по магазинам или доставка к строительным объектам).
- Оптовые продажи дилерам, стройбазам, специализированным строительным супермаркетам;
- Розничные продажи, работы по спецзаказам;
- Оптово-розничные поставки в строительные магазины.
- ровная поверхность пола с бетонным покрытием;
- грузоподъемная спецтехника;
- электросеть в 380В.
- Монтеррей Стандарт,
- Монтеррей Супер,
- Монтеррей Макси из оцинкованной стали толщиной в 0,3-0,8 мм с любым декоративным покрытием.
- разматыватель рулона,
- автоматический роликовый нож для обрезки металлической линии,
- прокатный стан,
- штамповщик-формирователь волн,
- фигурные ножницы гильотины для обрезки листов,
- автоматический укладчик,
- приемный стол;
- установка, обучение персонала, сервисное обслуживание.
- подъемника для переноса рулонной стали и готовой продукции, б/у – 200 тыс. руб;
- вилочного транспортера для погрузки металлочерепицы – 300 тыс. руб.
- ОАО «Новолипецкий металлургический комбинат»;
- ОАО «Магнитогорский металлургический комбинат»;
- Компания «Европрофиль»;
- ОАО «Северсталь»;
- ОАО «НЛМК».
- оператор оборудования – 15 000 руб/месяц,
- подсобный рабочий – 10 000 руб/месяц,
- директор – 30 000 руб/месяц,
- менеджер по сбыту – 20 000 руб/месяц;
- Аренда – (300 м 2 * 150 руб/м 2 ) = 45 000 руб/месяц;
- Зарплата работников – 75 000 руб/месяц;
- Налоги на з/п – 75 000 руб/месяц * 38,1 % = 28 575 руб/месяц;
- Затраты на электроэнергию: 21,75 кВт * 7 час. * 21 день * 1,50 руб. = 4 795,88 руб/месяц;
- Затраты на коммунальные услуги (отопление, вода, вывоз мусора) – 12 000 руб/месяц;
- Ускоренная амортизация производственного оборудования: 2 850 000 руб/ (5*12) месяц = 47 500 руб/месяц;
- Прочие расходы, связанные с хранением и транспортировкой – 20 000 руб/месяц;
- Налог на прибыль (25%) – 595 459,95 руб/месяц;

 Автомат для упаковки стоп плит пенопласта
Автомат для упаковки стоп плит пенопласта Схема дробильной камеры пенопласта
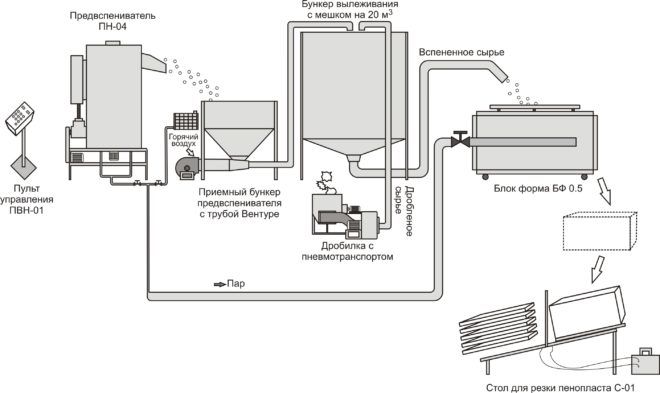
Схема дробильной камеры пенопласта Схема процесса производства пенополистирола непрерывным способом
Схема процесса производства пенополистирола непрерывным способом Схема оборудований по производству пенопласта
Схема оборудований по производству пенопласта Производство пенополистирола
Производство пенополистирола Схема процесса производства пенополистирольных плит
Схема процесса производства пенополистирольных плит Теплопроводность пенопласта
Теплопроводность пенопласта 



![]()
Выяснив, какое оборудование потребуется, рассчитаем, во сколько примерно оно обойдется.
Таблица. Приблизительная стоимость оборудования (если производительность цеха будет составлять 40 кубометров за смену).
| Парогенератор, 85 тысяч рублей (1 шт.) | Пневмотранспортные трубы, 24 тысячи рублей (1 набор) |
| Предвспениватель, 80 тысяч рублей (2 шт.) | Пароаккумулятор, 90 тысяч рублей (1 шт.) |
| Приемный бункер, 15 тысяч рублей (1 шт.) | Дробилка, 45 тысяч рублей (1 шт.) |
| Вентилятор с подогревом, 14 тысяч рублей (1 шт.) | Станок для резки, 20 тысяч рублей (1 шт.) |
| Мешок для вылеживающего бункера, 8 тысяч рублей (1 шт.) | Мешок для бункера №2, 5 тысяч рублей (1 шт.) |
| Трубы «Вентури», 3 тысячи рублей (2 шт.) | Вакуумный насос, 50 тысяч рублей (1 шт.) |
| Вентилятор, 11 тысяч рублей (2 шт.) | Блок-форма, 125 тысяч рублей (1 шт.) |
Как видим, все необходимое оборудование для производства пенопласта обойдется примерно в 680 000 рублей. Следовательно, делать пенополистирол целесообразно лишь тогда, когда речь идет о довольно больших объемах материала. Если же ваша цель – это личное потребление, то покупка всего этого едва ли окажется рентабельной.
Обратите внимание! Многие производители, стремящиеся снизить расходы, приобретают оборудование, бывшее в употреблении. К примеру, в Германии правительство выделяет кредиты под 3-5 процентов годовых на усовершенствование производственной базы. Следовательно, немцам выгоднее продавать агрегаты, отслужившие по четыре года, по текущей стоимости (минус амортизация, разумеется).
Так, установки б/у от компании «Хирш» или «Курц» будут стоить порядка 70 тысяч рублей, но вы сможете получить немецкое качество, уникальное покрытие всех железных элементов и как минимум пятилетний ресурс работы. Для сравнения: стоимость российской блок-формы после создания на ней аналогичного покрытия увеличивается где-то на 25 тысяч.
Теперь – непосредственно к процессу изготовления!
Технология производства пенополистирола
Данная технология состоит из нескольких этапов, ознакомимся с каждым из них.
Этап первый. Заготовка сырья
Сырьем в данном случае выступает вспенивающийся пенополистирол, то есть продукция химической промышленности. От того, насколько он качественен и каков его срок эксплуатации, зависят параметры производимого материала. Ведь чем больший «возраст» сырья, чем больше времени оно хранилось, тем сложнее будет вспенивать его гранулы. Что же касается плотности, то этот показатель напрямую зависит от габаритов итоговых гранул: чем они (гранулы) больше, тем выше будет показатель. И, напротив, при помощи маленьких гранул можно сделать низкоплотную продукцию.
Обратите внимание! Если пенопласт, который вы планируете продавать, будет использоваться в строительных работах, то в производстве следует обязательно добавлять антипирен (это вещество, которое препятствует воспламенению).
![]()
Сам процесс изготовления должен начинаться с образования водяного пара, температура которого составит 115-170 градусов, а давление – от 0,8 до 6 атмосфер. Для этого используется такое оборудование для производства пенопласта, как парогенератор. К слову, сам парогенератор по типу используемых энергоресурсов может быть:
А для того, чтобы был использован максимальный объем образованного пара, необходимо использовать паронакопитель.
Этап второй. Вспениваем гранулы
Сырье подается во вспениватель в том количестве, которое необходимо для создания материала той или иной марки, после чего подается пар. Гранулы, будучи под воздействием этого пара, начинают вспениваться, что сопровождается их увеличением в объеме приблизительно в 25-50 раз. Как правило, чтобы получить 1 кубометр сырья, уже прошедшего вспенивание, требуется порядка 15-ти килограммов исходного сырья.
![]()
Сама процедура вспенивания длится не более семи минут. По окончании данной процедуры гранулы подаются в специальную сушильную установку, в которой избавляются от излишков влаги, образовавшихся при воздействии пара.
![]()
Этап третий. Высушивание
Дальше гранулы, как мы только отметили, подаются в сушильный аппарат, в котором обрабатываются подогретым воздухом и лишаются избытков влаги, но первоначальный объем при этом остается прежним. Что характерно, воздух попадает снизу, перманентно перемешивая частички.
![]()
Сама процедура высушивания занимает не более пяти-десяти минут.
Этап четвертый. Вылеживание
В таких бункерах гранулы окончательно стабилизируются. Длительность данного процесса зависит преимущественно от окружающих условий. Число самих бункеров зависит от уровня производительности системы, а их габариты и объем определяются высотой потолка в цеху.
Стоит заметить, что пенопласт разных марок зачастую хранится в отдельных бункерах. Материал может вылеживаться от 5 до 12 часов, после этого уже стабилизировавшиеся гранулы спекаются.
Этап пятый. Спекание пенопласта
Посредством специального загрузочного отверстия происходит заполнение блок-формы подготовленными гранулами, причем они подаются сюда под действием воздуха, который нагнетается компрессором. Далее гранулы спекаются под действием того же пара, поступающего из паронакопителя. Отметим, что качество выпекания гранул зависит от трех факторов, таких как:
![]()
После этого пенополистирол охлаждается (для этого используется такое оборудование для производства пенопласта, как вакуумная установка) и обретает требуемую форму. Длительность процедуры зависит от марки, хотя в среднем это не более 10-12 минут.
Этап шестой. Резка
Завершающим этапом производства является резка. По окончании выпекания дверка агрегата открывается, а пенополистирольный блок выталкивается на специальный стол под действием пневмотолкателя. Плиты выкладываются вертикально, после чего их нужно на несколько дней оставить. Это необходимо для того, чтобы они окончательно избавились от излишков влаги и прошли стабилизацию.
![]()
После этого блоки режутся специальным станком на листы требуемых габаритов и толщины. При необходимости проделываются выступы и пазы (отходы, как уже отмечалось выше, будут подвержены еще одной переработке).
Плиты упаковываются и продаются. Как видим, в действительности здесь нет ничего сложного, в чем вы можете убедиться при просмотре тематического видеоматериала.
Видео – Как делают пенопласт
В общей сложности процесс изготовления занимает не больше нескольких дней, и это притом, что данная продукция постоянно востребована. Это значит, что ваши капиталовложения окупятся примерно через 1-1,5 года.
Какое оборудование и технологии используются при производстве пенопласта
Используемое при производстве пенопласта оборудование не отличается особой сложностью, но не может быть изготовлено самостоятельно. От технологии производства материала зависит итоговое качество продукции.
Требуемое оборудование
Для производства пенополистирола требуется определенный набор материалов:






Применение предвспенивателей
Предвспениватели предназначены для взбивания полистирольных гранул. На них воздействует пар, в результате чего материал приобретает необходимую плотность. Оптимальный показатель плотности для пенопласта составляет порядка 15 кг/м 3 .
Выбор предвспенивателя зависит от ряда параметров:
Принцип работы аппарата для вспенивания заключается в:
Производство пенопласта чаще использует предвспениватели циклического типа.
Использование емкости для повторного вспенивания
Технология часто предусматривает необходимость вторичного вспенивания пенополистирола. Используется специальная емкость для вторичного вспенивания материала. В ней расположен мешок, в который помещается ранее вспененный материал. Назначение емкости в достижении пенополистиролом плотности 7 кг/м 3 .
Назначение приемного бункера
Важным элементом оборудования для производства пенопласта является приемный бункер. В нем хранится вспененное изделие с целью тщательного просушивания. В составе любого бункера имеется вентилятор, создающий внутри него необходимую температуру и влажность. В процессе обдува вспененных гранул происходит их наполнение воздухом. Оптимальная температура в блоке составляет порядка 20 0 С. При ней изделие вылеживается 12 часов.
Технология повторного вылеживания схожа с описанной выше процедурой. Вторично вспененный пенопласт аналогичным образом загружается в контейнер для сушки и вылеживается там определенное количество времени.
Использование блок-форм
Просушенные пенопластовые гранулы пневмотранспортом доставляются в специальный агрегат для формирования блок-форм.
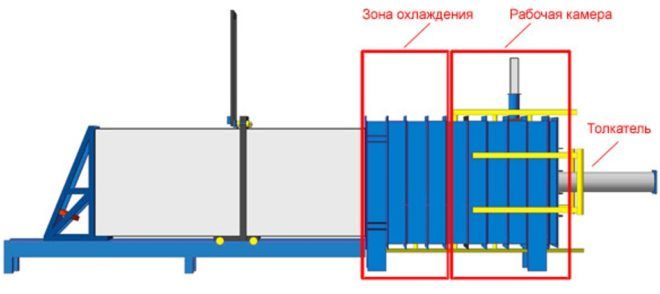
Блок-форма представляет собой контейнер с поступающими в него гранулами. После загрузки пенопласта блок-формы закрываются.
Внутри блок-формы имеется подающий клапан, через который она заполняется паром. Первоначально подается горячий пар, под действием которого гранулы вспениваются и склеиваются, образуя монолитный блок.
На завершающем этапе блоки обрабатываются уже охлажденным воздухом. Охлаждение происходит за счет откачивания ранее нагретого воздуха встроенным внутри блок-формы насосом вакуумного типа.
Требуется 24 часа, чтобы получившиеся монолитные блоки пенопласта пролежали внутри контейнера, в котором создается комнатная температура.
Применение нарезающих станков
Получившиеся блоки пенополистирола отправляются в специальный аппарат для нарезки. Подобные станки способны нарезать блоки в обеих плоскостях: вертикальной и горизонтальной.
Нарезка изделий происходит в двух режимах. Все зависит от типа применяемого оборудования и его сложности. Чаще используется автоматический режим управления.
На блоке управления устанавливается требуемый режим, и на выходе получаются ровные нарезанные блочные изделия. Ряд моделей нарезающих станков не имеют автоматического управления и требуют участия в процессе оператора.
В состав автоматических станков входят элементы:
Режущий элемент представляет собой стальные струны, нагретые до высокой температуры. Они нарезают блоки на части заданной формы и размера. Струны для агрегата делают из тугоплавкой стали.
Система управления позволяет в автоматическом режиме настроить нужный размер нарезаемых блоков, температуру струн режущего элемента, их скорость движения при нарезании.
Некоторые станки оснащены дополнительными компонентами:
![]()
Производство наличников, плинтусов, шиферных утеплителей потребовало создания специальных нарезающих станков, работающих в формате 3D. Процесс нарезки изделий регулируется при помощи специальной компьютерной программы. Стоимость подобных 3D-станков значительно превышает стоимость стандартных автоматических аппаратов.
Перерабатывающий отходы аппарат
В состав оборудования по производству пенопласта входит аппарат, перерабатывающий отходы. Для производства пенопластовых изделий характерен безотходный принцип. Поврежденные при производстве блоки не выкидываются, а направляются в специальный контейнер. В контейнере происходит дробление изделий на отдельные гранулы. В качестве дробильных устройств выступают молотки.
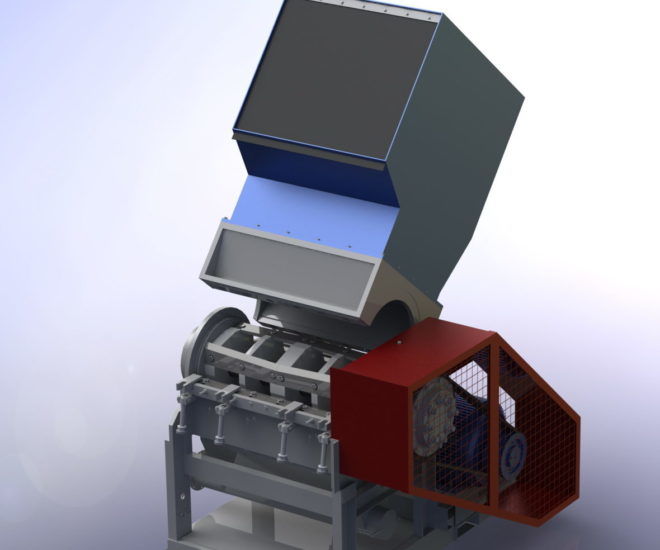
После дробления гранулы помещаются в пневмотранспорт и попадают в блок-форму, в которой происходит повторение процесса производства монолитного пенополистирола. Технология предусматривает использование в блок-формах только 10% сырья, направленного на переработку. Остальные 90% сырья являются первичными.
Упаковочный агрегат
На заключительном этапе изготовления пенопласта происходит упаковка созданных монолитных блоков. Применяется специальная упаковочная машина, заворачивающая изделия в полиэтиленовую пленку. В ней изделия отправляются на склад для хранения. В качестве альтернативы полиэтилену используют термоусадочную пленку.
Стоимость оборудования
Примерная стоимость основного оборудования и дополнительных элементов к нему можно выразить в виде таблицы.
| Вид | Количество, в штуках | Стоимость, руб |
| Предвспениватель | 2 | 160000 |
| Приемный бункер | 1 | 15000 |
| Блок-форма с электрическим приводом | 1 | 125000 |
| Режущий станок | 1 | 20000 |
| Парогенератор | 1 | 85000 |
| Сушильный вентилятор | 1 | 20000 |
| Дробилка | 1 | 55000 |
| Пароаккумулятор | 1 | 90000 |
| Вакуумный насос | 1 | 50000 |
| Мешок вылеживания | 2 | 16000 |
| Пневмотранспортные трубы | набор | 24000 |
Приблизительная стоимость полного комплекта составляет 660000 рублей.

Минимальный комплект обойдется на 30-50% дешевле. Можно приобрести оборудование для производства пенопласта, бывшее в употреблении. Аппараты приобретаются по их себестоимости с вычетом амортизации.
На новые аппараты китайского и российского производства устанавливается минимальная гарантия в 1 год.
Этапы производственного процесса
Производственный процесс по созданию пенопластовых блоков занимает несколько суток. Большая часть времени уходит на просушивание вспененных изделий.
Производство включает в себя последовательные этапы:

В последнюю очередь проводится переработка оставшегося сырья. С целью экономии активно перерабатывается сырье других производителей пенополистирола.
В процессе переработки необходимо учитывать, что только 10% от общей массы сырья могут составлять производственные отходы.
Особенности производства экструдированного пенополистирола
Технология создания указанного сырья имеет ряд отличий от стандартной схемы. Главное отличие — в использовании экструдера. Он представляет собой аппарат с формирующими фильерами, через которые проходит полистирольный состав.
Вспенивание сырья происходит в азотной среде путем смешивания пенопластовых гранул со специальным реагентом.
Производство пенопласта – 5 шагов для открытия

Производство пенопласта – это отличная идея бизнеса. Данный материал используется во многих отраслях жизнедеятельности и широко востребован в нашей стране. Бизнес на изготовлении такой продукции хоть и требует больших вложений, оправдывается достаточно быстро. Всю линию по производству пенопласта можно разместить на небольшой территории. Пенопласт, в силу своих эксплуатационных качеств, будет пользоваться спросом долгое время.
Шаг 1. Оцениваем рынок потребительского спроса
Сырье для производства пенопласта – гранулы полистирола. Существуют две технологии производства материала на основе этих гранул. Они отличаются готовым материалом, получаемым на выходе. Это может быть экструдированный или вспененный полистирол. Каждый материал обладает своими характеристиками и сферой использования. Но экструдированный полистирол производить сложнее. Да и затраты на оборудование будут совершенно другими.
Пенопласт – это материал, который часто используется в качестве утеплителя. Он стоит дешевле утеплителей на базе минеральной ваты. Практически 20% всего рынка производства пенопласта ориентировано на изготовление утеплителей.
Область применения этого материала:
В нашей стране особой популярностью пользуется полистирольный пенопласт ГОСТ 15588-86. Он обладает большой сферой применения. Поэтому, оценивая потенциальный рынок, остановитесь на изготовлении пенопласта этой модификации. Это экологически чистый материал (часто используется для тары под продукты). Он не выделяет запахи и вредные вещества. Срок его службы неограничен.
Прежде, чем вы начнете закупать оборудование и искать место для производства пенопласта, важно оценить рынок потребительского спроса. Для этого:
Пенопласт обладает повышенным спросом. Темпы потребления этой продукции зависят от строительного рынка. Если в вашем регионе темпы строительства находятся на высоком уровне, то и спрос на вашу продукцию будет высоким. Особенно если вы сможете реализовать конкурентные преимущества своей продукции.
На данный момент, даже в самых крупных регионах в пиковый период появляется дефицит пенопласта. Поэтому, данный вид бизнеса является достаточно актуальным и поможет вам крепко встать на ноги.
Шаг 2. Оцениваем рынок предложения
Рынок пенопласта переживает сильный подъем. Ячеистые пластмассы пользуются огромным спросом в различных отраслях жизнедеятельности. Как показывает исследования рынка, только в прошлом году он вырос на 3,7%. Но до сих пор, закрыть потребность всего рынка пенополистирола действующие предприятия не могут. Аналитики рынка считают, что драйвером дальнейшего роста этого сегмента будет ожесточение в законодательства по использованию теплоизоляции. Пенопласт, как экологически чистый материал, только укрепит свои позиции после введения новых требований.
Проведите исследование рынка ваших конкурентов. Выявите их объемы и преимущества. Закажите специалистам провести исследования сети сбыта пенопласта в вашем регионе. Если имеется возможность войти в этот рынок без больших затрат, то это не упустите такую возможность.
Любой бизнес-план производства пенопласта включает в себя необходимую информацию по сравнению рынка предложения с возможностями вашего будущего производства.
На российском рынке не так много крупных производителей пенопласта. На данный момент в этом сегменте задействовано около 300 компаний различной величины. Большинство из них достаточно маленькие. То есть такие, с которыми вы легко сможете вести конкуренцию. С весны по осень наблюдается увеличение продаж пенопласта. Иногда оборота действующих в регионе предприятий не хватает для выпуска нужного количества продукции.
Большинство компаний, действующих на рынке производства пенопласта, работают только в розничном или оптовом сегменте. Наибольшую выгоду можно получить, если в радиусе 50 – 150 км от вашего места производства у вас не будет конкурентов.
Шаг 3. Выбор оборудования
Закупка необходимого оборудования зависит от выбранной технологии. Традиционным способом изготовления данной продукции является следующий алгоритм:
Производство пенопласта достаточно простой процесс, который с помощью соответствующего оборудования можно автоматизировать. Сегодня можно приобрести готовый мини завод по производству пенопласта. Линия практически не требует участие в производстве человека. Работники должны только подавать сырье в специальную емкость, перемещать нарезанные блоки в зону упаковки и хранения.
Если вы не хотите сразу покупать готовый завод, то сформируйте линию для производства такого материала из следующего оборудования:
Давайте подробнее остановимся на каждом из таких узлов. В качестве агрегата для вспенивания гранул вполне подойдет обычный ПН-01. Емкость для загрузки сырья такого аппарата вмещает 60 литров. Камера, в которой происходит первый этап процесса производства пенопласта, обладает объемом до 700 литров. Агрегат поддерживает скорость производства вспенивания – 600 кг в час.
Данный узел можно приобрести или изготовить на заказ. В качестве материала вспенивателя дешевле использовать листовую сталь. Но если вы хотите сразу вложиться в долговечное оборудование, то приобретите ПН-01 из нержавеющей стали. Вы можете оборудовать данный агрегат дозатором для более точной загрузки сырья. Некоторые владельцы такого агрегата комплектуют его роторным тепловентилятором для раннего разогрева гранул. Это позволит увеличить скорость образования пенопласта.
Вторым важным оборудованием является парогенератор. В его качестве используют твердотопливный котел. При его установке на своем предприятии необходимо учесть все требования пожарной безопасности. Данный агрегат должен обслуживать один рабочий. Более дешевой, но менее производительной альтернативой такому оборудованию будет электрический парогенератор.
В бункере, использующемся для выдержки пенопласта, применяют изготовленные на заказ стальные конструкции, оборудованные вентилятором. Если у вас есть в знакомых хороший сварщик, то он без труда изготовит такой бункер для вас. Сегодня купить такое оборудование можно в разборном виде. Для его подготовки достаточно просто установить несколько болтов в заранее подготовленные отверстия.
Объем бункера зависит от того скорости и загруженности вашего производства. Для среднего предприятия они составляют 15-30 кубов. Для подключения к бункеру используются специальные рукава, которые также нужно будет закупить.
По пневмотрубам вспененный пенопласт попадает в формовочное отделение. Камера может иметь любой размер. Все зависит, как и в случае с бункером, от объема вашего производства. Формовка представляет собой обработку пенопласта паром в течение нескольких минут. Для уменьшения издержек и количества обслуживающего персонала сегодня имеется возможность приобретения автоматизированного узла с вакуумным охлаждением.
Нарезочное оборудование представлено разделочными плоскостями и торцовыми пилами. Они позволяют разделать большой блок материала на листы нужного размера. Сегодня нет недостатка в выборе такого оборудования. Самое простое состоит из 2-3 разделочных струн. Погрешность в распиле составляет 1 мм. Остатки пенопласта можно переместить в дробилку и использовать повторно.
Если остановиться на готовых заводах пенопласта, то вы сможете сэкономить время на наладке оборудования. Особой популярностью сегодня пользуется мини-завод Penoceh-1000 популярного немецкого бренда AEG. Он обладает скоростью 7 м3/ч. Кроме основного (описанного выше оборудования) он содержит такие дополнительные узлы как дробильный и упаковочный узел. Это оборудование способно выпускать пенопласт различной плотности и стандартных размеров.
Из отечественного оборудования отметим агрегаты воронежского производителя ООО Оборудование и технологии. Автоматизированная линия этого бренда может выпускать пенопласт марок М15 до М35 различных размеров.
Шаг 4. Подбор помещения
Линия по производству пенопласта может быть смонтирована на территории 150 м2. Также понадобится еще около 50 м2 на склад готовой продукции. Помещение должно быть оборудовано электроэнергией, водопроводом и отоплением. Важно уделить внимание системе вентиляции и утилизации вредных выбросов. Сам пенопласт не содержит вредных веществ. Но в процессе его производства вырабатывается формальдегид. Который должен отводится из места производства и утилизироваться.
Цех, в котором будет установлено оборудование, должен иметь высокие потолки (не ниже 4 метров). Большая часть площади уйдет под размещение оборудования. На остальной территории нужно создать место для отдыха персонала и ремонтные площадки. Склад хранения продукции должен быть защищен от прямых солнечных лучей и осадков.
Если вы собираетесь открыть бизнес по производству экструдированного пенополистирола, то придется подыскать помещение еще больших размеров.
Важным преимуществом этого бизнеса является то, что для его осуществления не нужны специалисты с навыками. Производство пенопласта – это достаточно простой процесс. Главное не мешать автоматизированной линии делать сове дело.
Вам необходимо будет нанять следующих сотрудников:
Шаг 5. Выбор поставщиков и сырья
Производители пенопласта используют гранулированный полистирол марки ПСВ-С. Качество материала зависит не только от известности производителя, но и от технологии хранения гранул. Пенополистирол достаточно капризный материал, поэтому требует к себе особого отношения. Чем «старше» материал, тем процесс вспенивания будет проходить дольше. А значит, вы потеряете время на производство материала.
Более долгим сроком хранения обладает полистирол марки ПСБС 25Ф. Применение этого материала при производстве позволяет произвести наиболее качественный пенопласт, отличающийся ровной структурой и меньшим зерном. Такой пенопласт хорошо подходит для утепления фасада с последующей обработкой штукатуркой.
На сегодняшний день, самым доступным является китайский полистирол. Материал обладает не только доступную стоимость, но и высоким качеством.
Чтобы изготовить один кубометр пенопласта расходуется около 15 кг полистирола. При планировании бизнеса учтите, что необходимо заранее заказать достаточное количество сырья. Иначе в работе могут быть простои, негативно влияющие не только на доходность предприятия, но и на ресурс оборудования.
При организации производства пенопласта необходимо найти покупателей продукции. Первое время придется продавать в розницу. Но желательно от этой формы реализации продукции отойти. В большие федеральные сети строительных гипермаркетов попасть не реально. Но небольшие базы стройматериалов имеются в каждом городе. Попробуйте реализовать свою продукцию через них. Выходите на рынок и налаживайте связи.
Не последнюю роль в реализации пенопласта имеет Интернет. Вы можете запустить свой сайт, социальную группу, воспользоваться тематическим форумами и досками объявлений. Всемирная паутина откроет для вас рынок не только своего региона и остальной России, но и близлежащих стран.
На первых порах можно привлечь покупателей низкими ценами. Если вы можете себе позволить торговать продукцией ниже рынка, то это стоит сделать. Особенно на первых порах. Не забудьте про скидки оптовым и постоянным покупателям.
Хорошим способом реализации вашей продукции будут фирмы-дистрибьюторы. Главное достоинство такого сотрудничества в том, что у таких компаний есть собственная наработанная база клиентов. Но включение в такую цепочку посредников негативно скажется на стоимости продукции для клиентов.
Затраты на оборудование и сырье для открытия бизнеса по производству пенопласта занимает около 1 млн рублей. Сэкономить можно при приобретении б/у-оборудования. Но тогда нужно быть готовы к частому ремонту, вышедших из строя узлов.
7 шагов для открытия производства пенопласта
Пенопласт – строительный материал, представляющий собой газонаполненные ячеистые массы. Сегодня он массово востребован при строительстве, ремонте и реконструкции зданий и фасадов. В основном, используется для звуко- и теплоизоляции внутренних стен и фасадов для утепления помещений. Как показывает практика, такая отделка полностью окупается впоследствии, благодаря уменьшению затрат на кондиционирование и отопление. Именно поэтому, спрос на производство пенопластовых листов растет с каждым годом, и рынок этого строительного материала ещё далек от насыщения.

Чтобы организовать производство пенопласта, следует реально оценить потребительские возможности вашего региона и финансовые затраты на открытие и запуск технологического процесса. Сделать это возможно по следующему алгоритму.
Шаг 1. Оцениваем рынок потребительского спроса
Кто он, потенциальный потребитель? Львиная доля рынка пенопласта, безусловно, принадлежит строительству (около 85%). Остальные 15% – производство упаковки, рыболовецких снастей, спасательных жилетов, заполнителей в лодках и т.д. Но выход на такие сферы сбыта искать нелегко, да и не в каждом регионе он есть, поэтому ориентироваться нужно на массовое потребление.

Анализ потребительского спроса должен дать ответ на вопрос, какой вид торговли вам предпочтительнее избрать. Розничная торговля предполагает поставку своей продукции в строительные магазины региона для последующей продажи конечному потребителю. Ориентировочный объем продаж одной торговой точки в месяц – около 30 кубов пенопласта, при этом вам не нужно тратиться на аренду помещения собственного магазина, продавцов, рекламу.
Но следует учитывать минусы розничной торговли:
При оптовой торговле продажу можно осуществлять прямо со склада цеха, выделив небольшое помещение для выставки образцов продукции и купив кассовый аппарат. Безусловно, за одним-двумя листами пенопласта никто на склад обращаться не будет. Такая продажа рассчитана на оптового покупателя. К примеру, на утепление фасада одного дома площадью 150 м 2 потребуется около 30 кубов пенопласта. Конечно же, такой объем выгоднее приобрести у производителя, без 25-30% торговой наценки строительного магазина.
Впрочем, можно совмещать оптово-розничную торговлю, имея с каждой отрасли свою прибыль, нарабатывая клиентскую базу крупных поставщиков и строительных фирм.
Шаг 2. Оцениваем рынок предложения
В первую очередь, следует обратить внимание на конкуренцию. Идеальный вариант – когда в радиусе 100-150 км нет ни одного производителя (наличие в строительных магазинах пенопласта – не показатель, так как продукция может привозиться, откуда угодно).
Итак, оцениваем производителей, виды и качество продукции, цены (опт и розницу), скидки при больших объемах, наличие дополнительных услуг (выезд мастера для замеров, бесплатная доставка по региону и т.д).
Шаг 3. Выбор оборудования

Прежде, чем покупать оборудование, нужно определиться с объемами, так как производительность – один из самых важных показателей, определяющей стоимость технологической линии, и количество изготовленной продукции.
Например, линия «под ключ» для производства листового пенопласта в минимальной комплектации с производительностью 20 куб./смену обойдется около 400 000 руб., 40 куб./смену – 810 000 руб, 100 куб./смену – 1 350 000 руб. В стоимость такого оборудования входит предвспениватель для первичной обработки, бункер для вылеживания, формовочный отсек, станок для нарезки, мешки для бункеров.

Для расчетов берем линию с максимальной автоматизацией и комплектацией для производства 40 м 3 /смену (Цена – 1.2 млн. руб.). В неё входит все оборудование, необходимое для запуска производства (кроме парогенератора, который приобретается отдельно):

Для данной линии расход воды за смену составит около 1000 л, электроэнергия – зависит от вида парогенератора. Дополнительно рекомендуется приобрести оборудование по упаковке (около 130 000 руб.) готовой продукции; тефлоновое покрытие в формовочном бункере (25000 руб.), специальную вытяжку для оборудования (35000 руб.), трубы для пневмотранспорта (45 000 руб.).
Отдельно необходимо приобрести парогенератор (около 250 000 руб) – дизельный, электрический, дровяной, газовый, производительностью не менее 200 кг пара/час. Приблизительный расход топлива: дизель (10-12 л/час), электроэнергия (200 кВт), газ (12 м 3 /час). Несмотря на высокий расход, рекомендуется приобретать электрический парогенератор – он наиболее безопасен в эксплуатации и не требует дополнительных разрешений, в отличие от дровяного или газового.
Шаг 4. Подбор помещения
Помещения для производственного цеха должно быть с высокими потолками (от 5 м) и общей площадью не менее 150 м 2 (при производственной линии 40 м 3 /смену). Основные требования: хорошая вентиляция, подвод воды для технических нужд (до 3 м 3 /сутки), электроэнергия, отопление (не меньше +15 С).
Для склада готовой продукции потребуется 50-60 м 2 помещения, изолированного от цеха огнестойкими конструкциями (допускается хранение пенопласта под навесом, с обязательной защитой от солнца и осадков).
Шаг 5. Выбор поставщиков и сырья
Материалы и ресурсы, необходимые при производстве пенопласта:

Производство пенопласта может быть безотходным, «некондиция» измельчается и добавляется заново к сырью перед формированием в монолитный блок.
Сырье (полистирол вспенивающийся) имеет вид полупрозрачного стеклянного бисера, диаметром от 0.2 до 3.5 мм, разделенного на фракции (рассевы) для производства пенопласта соответствующего вида.
Например, для изготовления пенопласта 50 используют рассев №1 (самые мелкие гранулы), а для марки 15 – самые крупные (№4). При выборе отечественного производителя себестоимость сырья будет ниже, импортного – выше производительность (почти на 10% из-за лучшей раскрываемости гранул). Именно поэтому, большинство цехов по изготовлению пенопласта работают на китайском сырье.

Шаг 6. Описание технологии производства пенопласа по этапам
1) Вспенивание
Гранулы ПСВ (готового сырья) попадают в камеру предвспенивателя, где «надуваются», приобретая вид шариков. Количество раз вспенивания зависит от вида изготавливаемой продукции. К примеру, для пенопласта с весом выше 12 кг будет достаточно одного раза. А для производства легкого материала низкой плотности (весом ниже 12 кг) необходимо многократное «посещение» камеры предвспенивателя, причем перед каждым гранулам нужно будет «отлежаться» в специальном бункере.
2) Вылеживание
 2) Вылеживание
2) ВылеживаниеПосле процесса вспенивания, сырье с помощью пневмотранспорта подается в бункер для вылеживания. Здесь они находятся не менее 12 ч (до 24 ч). Это время необходимо для хорошей просушки (после предвспенивателя гранулы выходят влажные) и стабилизации внутреннего давления. После вылеживания, гранулы отправляются снова на вспенивание, или далее – на формовку.
3) Формовка
 3) Формовка
3) ФормовкаИз бункера вылеживания гранулы попадают в блок форму. Здесь, под воздействием пара из парогенератора и происходит формирование пенопластового блока. Гранулы расширяются в замкнутом пространстве и склеиваются между собой в монолитную массу.
4) Резка блока

После выемки из формы, блок необходимо выдержать минимум 24 часа. За это время монолит успевает просохнуть, и риск получить рваные или неровные края при нарезке — минимален. После сушки, блок режется по горизонтали и вертикали на листы заданной толщины и размера.
Шаг 7. Оцениваем затраты и доходы
Расчет себестоимости 1 м 3 пенопласта марки 25 ( весом 16 кг) – самого популярного и востребованного материала при строительстве и утеплении фасадов домов.
Расход сырья – 16 кг на 1 м 3 (в среднем, для приготовления 1 кг готового пенопласта расходуется 1 кг сырья).
Примерная стоимость производства 1 м 3 – 150 руб. Она формируется из расчета стоимости воды, электроэнергии и зарплаты рабочих (для малого предприятия берем в расчет 2-х рабочих с оплатой 600 руб./день или 30 руб./1 м 3 на каждого).
Стоимость сырья с доставкой – 73 руб./1 кг. Стоимость сырья, необходимого для производства 1 м 3 = 75 руб. x 16 кг = 1200 руб.
Итого: производство 1 м 3 = 1200 руб. + 150 руб. = 1350 руб.
Прибыль с 1 м 3 пенопласта – составит 300-500 руб. (зависит от продажной цены и условий – опт, розница)
Рассчитываем окупаемость линии для производства пенопласта 40 м 3 /смену.
Стоимость оборудования (с монтажом, доставкой и обучением персонала) – 1,6 млн. руб.
Чтобы «отбить» стоимость оборудования нужно произвести (и реализовать!) 3200 – 5500 м 3 готовой продукции. То есть, при односменной работе и 23 рабочих днях в месяц, срок окупаемости составит от 4 до 7 месяцев. При среднем сроке службы оборудования – 10 лет, можно сделать вывод, что такое вложение очень выгодно (начальный капитал за время эксплуатации увеличится почти в двадцатикратном размере).
Разумеется, все зависит от нормы продаж и сезона. Ведь во время высокого спроса (строительного сезона) производство может работать и в 2-3 смены.
Кроме того, к ежемесячным расходам необходимо прибавить:
Как видно из расчетов, бизнес рентабелен и при правильной организации окупается быстро, дальше принося чистую прибыль. Кроме того, все расчеты проведены для малого бизнеса с достаточно низким порогом вхождения. Месячный объем производства такой линии составит около 1000 м 3 , со среднемесячным доходом на уровне 250 тыс. рублей.
Производство металлочерепицы: от технологии до сбыта
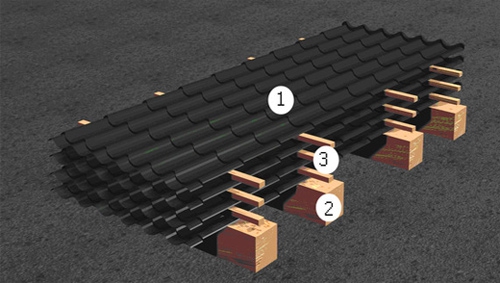
Металлочерепица – кровельная профилированная сталь с декоративно-защитным цветным покрытием. Этот надежный, прочный и красивый вид скатной кровли с каждым годом имеет все больший потребительский спрос в малоэтажном, коттеджном, дачном строительстве. Привлекает людей эффектный внешний вид, имитирующий натуральную черепицу; легкость металла, позволяющая сэкономить на мощности кровельной конструкции, фундамента, доступная цена и простота монтажа.

Растущие темпы малоэтажного строительства (10-14% ежегодного прироста) и постепенное изменение потребительского спроса на устаревшие покрытия (шифера, рубероида) в сторону прочных и красивых металлических кровель позволяют предположить, что с каждым годом спрос на металлочерепицу будет неуклонно расти.
Юридическая регистрация производства
Для открытия производства металлочерепицы рекомендуется выбрать ООО как форму собственности для юридического оформления будущего предприятия. Система налогообложения – на общих основаниях.
При регистрации следует указать такой код основного вида деятельности: 27.33 «Производство гнутых стальных профилей».
Сбыт металлочерепицы планируется осуществлять тремя путями:
Поэтому необходимы и дополнительные виды деятельности с соответствующими кодами: 51.53.24 «Оптовая торговля прочими строительными материалами», 52.46.73 «Розничная торговля металлическими и неметаллическими конструкциями и т.п.».
Металлочерепица не подлежит обязательной сертификации, а для прохождения добровольной и получения соответствующего сертификата качества необходимо при изготовлении придерживаться нормативов ГОСТ 24045-94.
Особенности выбора помещения для производства металлочерепицы
Помещение для производства металлочерепицы должно быть отапливаемым (не ниже +4 С°), быть подключено ко всем коммуникациям, иметь разделение на складскую и производственную зону, иметь подъездные пути для грузового автотранспорта. При выборе помещения по размеру площади, следует учесть габариты стандартной линии 15 х 2,7 х 2м (длина-ширина-высота) и особенности хранения, не позволяющие складировать упаковки листов в многослойные конструкции во избежание повреждений покрытия. Поэтому оптимальный размер площади мини-завода с работающей одной линией – 250-300 м 2 .

Другие требования:
Технология производства металлочерепицы
Полный технологический процесс производства металлочерепицы (изготовление листовой стали, горячая прокатка, оцинковка, покрытие защитными антикоррозийными слоями и декоративным верхним покрытием с последующим прогоном через металлогибочный станок, нарезкой и упаковкой) достаточно сложен, поэтому им занимаются только крупные заводы.
Для малых и средних предприятий производство металлочерепицы методом холодного проката предусматривает следующий технологический процесс:
1. Готовый рулон оцинкованной листовой стали с полимерным покрытием устанавливается на разматыватель;
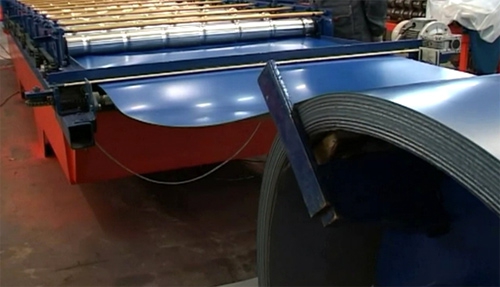
2. Начало стальной ленты пропускается через передние вальцы прокатного стана;

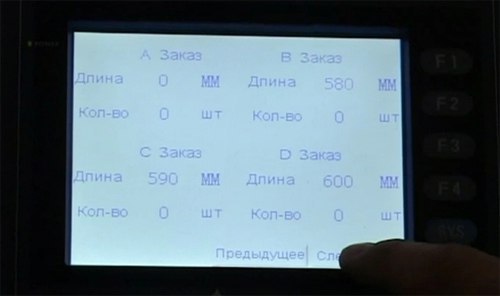
3. Автоматической системе управления (САУ) задается программа с нужными параметрами (длина листа, высота волны, ширина шага расположения волны и т.д.). Максимальная длина листа – 8м, но такие размеры изготавливаются исключительно под спецзаказ, поскольку из-за длины повышается риск преломления при хранении, транспортировке и монтаже. Оптимальная длина – 4м, ширина в любом случае стандартна – 1250 мм;
4. По нажатию кнопки линия запускается. Лист, проходя через вальцы металлопрокатного стана, подвергается продольной прокатке с поперечной штамповкой, и принимает нужную форму «волны»;

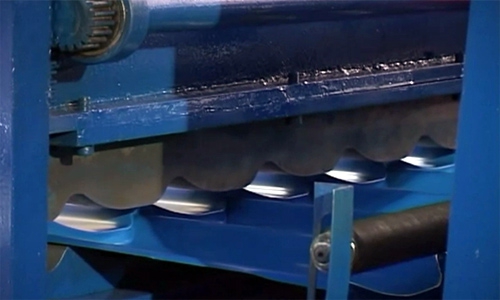
5. Гидравлические ножницы (гильотина) фигурно обрезают каждый лист металлочерепицы в соответствии с рисунком волны по длине, запрограммированной оператором, после чего готовый лист подается на стол-приемник;

6. На поддоне листы складываются в пачки для последующей упаковки и хранения.

7. Упаковывается металлочерепица в паллеты, фиксируясь на деревянном поддоне с помощью металлического жгута. Чтобы не повредить декоративное покрытие при транспортировке и хранении следует проложить листы бумагой или полиэтиленовой пленкой, защитив боковины стопки картонными прокладками.
Оборудование для производства металлочерепицы
Для производства металлочерепицы существуют полуавтоматическое и автоматическое оборудование. Для расчета бизнес-плана предприятия по изготовлению качественной металлочерепицы с минимумом брака, максимальной производительностью и точностью размерных листов для правильной состыковки и легкости монтажа, планируется приобретение линии-автомата стоимостью в 2 350 000 руб.

Данная линия предназначена для изготовления металлочерепицы наиболее популярных видов:
В стоимость входит:
Помимо автоматической линии планируется приобретение:
Итого капитальные инвестиции: 2 850 000 руб.
Сырье для изготовления металлочерепицы
Сталь оцинкованная рулонная (0,45 мм; 0,5 мм; 0,55 мм)*1250 мм по ГОСТ 14918-86 (не ниже 2-го класса), с полимерным покрытием по ГОСТ Р 52146;
Сталь оцинкованная с защитно-декоративным покрытием, рулонная (0,45 мм; 0,5 мм; 0,55 мм)* 1250 мм по ГОСТ 30246-94.
Основные отечественные поставщики сырья:
Бизнес-план производства металлочерепицы (из расчета полной загрузки линии и работе в одну смену)
Исходные данные:
Стоимость капитальных инвестиций – 2 850 000 руб.
Количество персонала – 4 чел:
Средняя производительность линии – 320 погонных метров/час.
Потребление электроэнергии – 21,74 кВт/ч.
Срок амортизации производственного оборудования – 5 лет.
Количество смен – 21.
8-ми часовой рабочий день (время работы оборудования – 7 часов).
Стоимость 1кВТ – 1,50 руб.
Из 1 т. рулонной заготовки оцинкованной стали толщиной 0,5 мм выходит 235,84 м 2 металлочерепицы типа «Монтеррей Стандарт» (при 0,55 мм – 214,59 м 2 ).
Затратная часть:
Итого: 828 330,83 руб/месяц
Доходная часть
Объем производства металлочерепицы: 320 погонных м/час * 7 * 21 = 47 040 погонных м/месяц (55 977,60 м 2 ).
Оптовая продажная цена – 246 руб/м 2 .
Закупочная цена сырья (рулонной стали 0,5 мм) – 47 000 руб/тонну.
Себестоимость 1м 2 металлочерепицы 0,5 мм: 47 000 руб/т / 235,84 м 2 = 199,29 руб/м 2 .
Валовая прибыль: 55 977,60 м 2 * 246 руб/м 2 = 13 770 489,60 руб.
Чистая прибыль: 13 770 489,6 – (199,29 * 55 977,6 м 2 ) – 828 330,83 руб/месяц = 1 786 382,86 руб/месяц.
Итоги: Капитальные вложения в 2 850 000 руб. могут окупиться за 2 месяца.
Разумеется, столь радужный прогноз весьма приблизителен, поскольку базовые данные взяты из расчета производственных мощностей. Более точные цифры будут при сопоставлении реальных данных со стоимостью аренды, коммунальных затрат, заработной платы и, главное, – прогнозируемых объемов производства, которые рассчитываются по итогам предварительных договоренностей и заключенных договоров поставки.
Бизнес на профилировании металла рентабелен только при больших объемах, и не следует забывать, что производство металлочерепицы имеет сезонный характер. Базовые показатели могут быть увеличены в сезон, благодаря работе в две-три смены, но и уменьшены в несколько раз (а то и заморожены) во время спада с октября по март.





