Как паять медные трубы: пошаговый разбор работ + практические примеры

Как паять медные трубы: пошаговый разбор работ + практические примеры
Как паять медные трубы: пошаговый разбор работ + практические примеры
При монтаже систем водоснабжения и других инженерных коммуникаций из медных труб применяются разные методы соединения. Самый надежный — пайка. При таком варианте применяется припой, в виде термопластичного состава. Он плавится, под воздействием высокой температуры, создаваемой газовой горелкой. Благодаря чему, припой проникает в зазор между двумя соединяемыми деталями и получается герметичное соединение. Выполняя пайку медных труб, можно создать качественные швы, выдерживающие большое давление и механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700 °C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
Трубы из меди есть разные 
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.
Фитинги под опрессовку 
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110 °C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300 °C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида:
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
Муфты для пайки медных труб 
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.
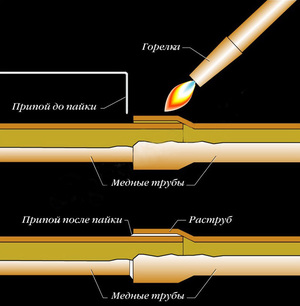
Есть фитинги для пайки медных труб с впаянным припоем 
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри 
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
Флюс и припой — необходимые расходные материалы 
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
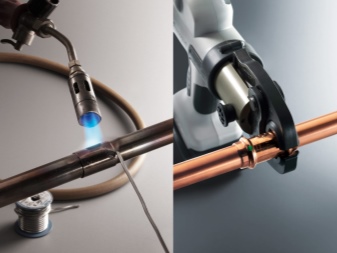
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100 °C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб 
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
Труборез 
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
Пайка медных труб состоит из нескольких этапов 
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
Надо снять окислившийся слой 
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
Нанесение флюса 
Пайка
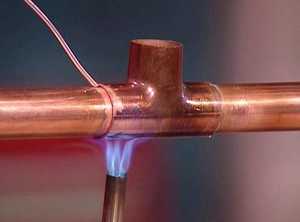
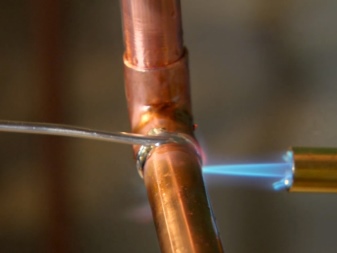
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300 °C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
Правильное расположение горелки при пайке медных труб своими руками 
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
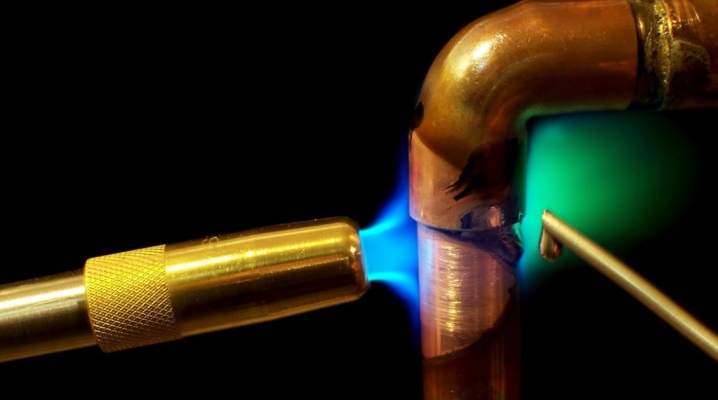
Пайка медных труб мягким припоем 
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Как паять медные трубы: пошаговый разбор работ + практические примеры
Как паять медные трубы: пошаговый разбор работ + практические примеры
Как паять медные трубы: пошаговый разбор работ + практические примеры
При монтаже систем водоснабжения и других инженерных коммуникаций из медных труб применяются разные методы соединения. Самый надежный — пайка. При таком варианте применяется припой, в виде термопластичного состава. Он плавится, под воздействием высокой температуры, создаваемой газовой горелкой. Благодаря чему, припой проникает в зазор между двумя соединяемыми деталями и получается герметичное соединение. Выполняя пайку медных труб, можно создать качественные швы, выдерживающие большое давление и механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700 °C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
Трубы из меди есть разные
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.
Фитинги под опрессовку
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110 °C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300 °C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида:
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
Муфты для пайки медных труб
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.
Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
Флюс и припой — необходимые расходные материалы
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100 °C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
Нанесение флюса
Пайка
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300 °C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
 долговечность эксплуатации;
долговечность эксплуатации;Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
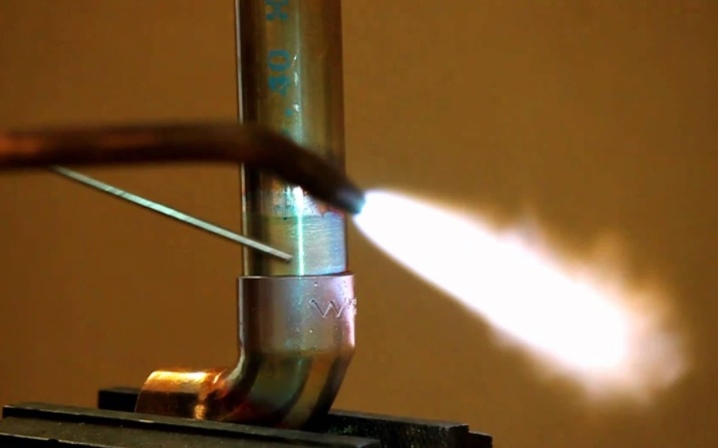
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Originally posted 2018-03-28 15:01:27.
Особенности пайки меди
- Общая информация
- Инструменты и материалы
- Как паять?
- Рекомендации
Особенности пайки меди нужно знать всем, решившим организовать домашнюю мастерскую. Зная, чем и как спаять медь с нержавейкой в домашних условиях, легко избежать множества ошибок. Не менее важно выяснить, как паять медь паяльником с латунью и другими материалами.

Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).

Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.

То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).


Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.


Важные особенности имеет пайка медных шин. Нахлест в этом случае должен быть равен сечению обрабатываемых деталей как минимум. В идеале нужно делать на 50% больше, потому что приходится еще готовить отверстия под болты и стягивать изделия. Можно и ряд мелких крепежей в два ряда вкрутить — тогда прочность дополнительно возрастет. Лужение производится отдельно для каждой части, чтобы припой гарантированно затек в щель.


Инструменты и материалы
В промышленной практике используются разнообразные методы соединения деталей из меди. В домашних условиях можно воспользоваться обычным электрическим паяльником. Кроме него потребуются еще такие принадлежности и оборудование:
- флюс;
- твердый припой;
- щетка из металла;
- комплект кисточек;
- устройство для разрезания труб (ручного или автоматизированного типа);
- горелка на природном газе.

Мощность используемой техники определяется тем, насколько высока температура плавки расходников. Роль флюса состоит в том, чтобы предотвращать формирование оксидных пленок на соединяемых участках. Еще одна его функция — усиленное распределение припоя по будущему шву. В качестве припоя полезнее всего пользоваться оловом. Оно плавится при сравнительно низкой температуре, что делает работу удобнее. Иногда пользуются серебряным составом, но несмотря на свою привлекательность, он стоит дорого.
В чистом виде серебро не применяют, его перемешивают с оловом и/или с медью. Мягким припоем пользуются только в тех случаях, когда надо соединять водопроводные трубы. При этом действуют два важных ограничения: на диаметр канала — до 10 см, и на температуру прогрева частей — до 130 градусов. В разряд мягких припоев входят:
- свинцово-оловянные сплавы (это наилучший вариант);
- композиции с небольшим вхождением олова;
- композиции специального состава.

Твердые припои используют, чтобы получить максимально крепкий и стабильный шов. В эту группу входят медно-цинковый сплав, сочетание меди с фосфором и сама чистая медь. Для наибольшей стабильности соединения целесообразно применять многокомпонентные смеси. Если нужно паять медные проводящие жилы, то придется пользоваться графитовым электродом. В таком варианте можно вовсе отказаться от припоя и флюса.
В ряде случаев для пайки меди применяется бура. Она делится на 2 ключевых типа — А и Б. Что немаловажно, оба вещества химически недостаточно устойчивы. Хранить их больше 6 месяцев не рекомендуется. Для пайки бура типа Б подходит несколько лучше.

В промышленных условиях и даже в некоторых продвинутых мастерских широко применяется пайка лазером. Подобный подход часто применяют ювелиры, потому что для них важна точность и возможность работать даже на очень ограниченных участках. По той же самой причине лазерное оборудование ценят и радиомонтажники. Нагрев строго заданной области позволяет исключить негативные изменения в смежных частях изделия. Никаких посторонних звуков не будет, как не будет и загрязнений на обрабатываемых участках.
Для работы с медными трубами широко применяют еще и пруток. Стоит учесть, что он позволяет также оценивать изменение температуры трубчатых изделий. Они достаточно прогреты, если пруток начинает плавиться сразу при касании. Чтобы процесс шел лучше, пруток иногда дополнительно нагревают горелкой. Важно: хороший результат достигается только при достаточной чистоте поверхности.

Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.




С алюминием
Но необходимо знать не только, как паять правильно медные трубопроводы или проволоку. Критически важно знать особенности пайки с алюминием — эта процедура тоже встречается достаточно часто. Она весьма трудна, и велика опасность производственного брака. Только очень аккуратное выполнение работы позволяет избежать массы проблем. Типовые флюсы как для алюминия, так и для меди, тут не подойдут.
Справиться с работой как следует сможет только подготовленный специалист. Для этого понадобятся обязательно специализированные расходники. В ряде случаев вообще нужно применять стальные муфты (другие переходники малоэффективны). Идеальный, по мнению экспертов припой (Castolin192FBK), представляет собой пруток с флюсовой низкотемпературной сердцевиной. Малая текучесть позволяет закрывать даже большие отверстия и тому подобные изъяны.
Иногда применяют поверхностную пайку. Тогда требуется максимально нарастить величину контактной площадки между деталями и припоем. На алюминиевой стороне заготовки формируют воронковидный раструб, куда вводится трубка либо проволочка из меди. По краю воронки льют припой, насыщая весь раструб: чем больше глубина воронки, тем лучше.


С нержавеющей сталью
Свои особенности имеет и соединение меди с нержавейкой. В этом случае применимы положения ГОСТа 17349-79. Рассчитывать на простоту процедуры не приходится, и критически важно использовать специализированные припои. Отказаться от использования флюса невозможно. Обязательно придется проводить все положенные этапы обработки по полной программе, применять все вспомогательные материалы.
Особенно важен используемый инструмент. Мелкие детали можно соединить даже простым электрическим паяльником. Чаще, однако, используют горелки. Они позволяют работать быстрее, упреждая окисление флюса. Но надо будет внимательно смотреть, чтобы поверхность не была перегрета.
В качестве припоя можно воспользоваться латунью. Если нужны ответственные соединения, целесообразно применять более дорогой вариант — комбинацию олова с серебром. Некоторые люди применяют радиотехнический припой, но тогда результат не гарантирован. Остывать припой должен естественным образом. Важно: в процессе работы придется обеспечивать интенсивную вентиляцию.




С железом
Спаять медь и листовое железо не так-то просто. Нагрев простой горелкой на пропане уже недостаточен. В качестве флюса подходит только бура. Идеальным припоем окажется латунь. Все прочие варианты не позволяют рассчитывать даже на приемлемый результат.


Рекомендации
На поверхностях перед пайкой не должно оставаться даже маленьких пылинок или пятен краски. Нежелательно прогревать изделия с избытком — чтобы они не успевали остывать, надо всего лишь работать энергичнее. Если нет достаточного опыта, рекомендуется заранее потренироваться на заведомо ненужных деталях. Необходимо учиться определять достигнутую температуру на глаз.
Стоит учитывать, что пайка меди — довольно опасное дело. Вести ее надо непременно в защитных перчатках, а перед тем как прикоснуться к обработанной детали, следует убедиться, что она остыла. В идеале надо работать или на открытом воздухе, или при хорошей вентиляции. Паять металлы твердыми и кислотными припоями можно исключительно при использовании респиратора и изолирующих очков.

Всю используемую аппаратуру проверяют заранее. Зафиксировать соединяемые детали помогут тиски либо струбцины. Чтобы припой тек в требуемую сторону, соответствующий участок требуется разогревать. Работать нужно только в одежде из материалов, не подверженных воспламенению. До добавления к расплаву металлов и солей требуется прогревать их, полностью удаляя воду.
Нарушение этого правила грозит резким выбросом разогретого вещества или возникновением его брызг. Гигроскопические флюсы перемешивают только инструментами с заранее прогретой поверхностью (по той же причине). Подверженные испарению или выгоранию компоненты закладывают в самую последнюю очередь. Когда они введены, надо усилить наблюдение, чтобы не перегрелся сплав. Изложницы и формы для припоев надо содержать в чистоте и еще дополнительно прогревать перед разливкой припоя (флюса).

Каждый инструмент должен применяться только строго по своему назначению. Наносить флюсы на положенные места требуется кисточкой либо лопаточкой из фарфора. Чтобы порошкообразный флюс был безопаснее, меньше распылялся, его перемешивают с подходящими растворителями и переводят в пастообразную форму. Рабочие столы и другие используемые поверхности желательно накрывать материалами, которые легко моются. При постоянной пайке меди разумно каждое рабочее место оснащать индивидуальной вытяжкой.

В следующем видео рассказывается о пайке медной трубы.
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
 Фото — медные соединения
Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
- Высокотемпературное;
- Низкотемпературное.
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
 Фото — медные элементы
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
 Фото — процесс пайки
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
 Фото — горелка
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром; Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
 Фото — твердый припой
Фото — твердый припойТакже для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
 Фото — флюс-паста
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
 Фото — паяльник
Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы; Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен. Фото — после зачистки
 Фото — пайка с припоем
Фото — пайка с припоем Фото — после зачистки
Фото — после зачисткиКупить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Как в домашних условиях провести пайку меди?
Изделия из меди встречаются в разных отраслях. Из этого цветного металла изготавливаются трубы, радиодетали, трубы отопления. Чтобы починить механизм, в котором присутствуют детали из этого металла, нужно знать, как осуществляется пайка меди. Для этого применяется разные технологические процессы и инструменты.
 Пайка меди
Пайка меди
Какие инструменты и материалы нужны
На промышленном производстве применяются различные технологии соединения медных деталей. Однако это процедуру можно выполнить в домашних условиях. Для этого нужно заранее подготовить инструменты и оборудование:
- флюс;
- набор кистей, металлическая щётка;
- припой;
- ручной или автоматический аппарат для разрезания труб;
- паяльник, газовая горелка.
Мощность оборудования подбирается в зависимости от температуры плавления расходных материалов.
Виды расходных материалов
Флюс необходим для защиты места соединения деталей от образования оксидной плёнки. Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Хорошим соединительным материалом для пайки является серебро, но оно имеет высокую стоимость. Из-за этого мастера разбавляются его с оловом, небольшим количеством меди. Среди используемых припоев выделяют два вида материалов: мягкие и твердые составы.
Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
- сплавы свинца и олова;
- соединения с малым процентным содержанием олова;
- специальные составы.
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды. К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.
Виды пайки
Пайку меди в домашних условиях можно проводить по разным технологиям. Для каждого из способа проведения работ необходимы разные расходные материалы и инструмент. Существует несколько технологий пайки медных изделий. О каждой из них стоит поговорить подробнее.
Твердым припоем
Пайка меди твердым припоем — популярный способ соединения деталей. Чтобы осуществить процедуру, потребуется электропаяльник или газовая горелка. При проведении работ нужно учитывать определённые особенности:
- При этом виде пайки использование припоя обязательно. Даже если нужно паять медную проволоку.
- В качестве расходного материала желательно использовать олово или никель.
В первую очередь расплавляется расходный материал. После этого он наносится на место соединения. Выжидается время до полного остывания припоя.
 Пайка меди твердым припоем
Пайка меди твердым припоем
В печах
Печи используют на больших предприятиях и заводах. Они позволяют добиться равномерного разогрева соединяемых деталей. Благодаря этому сокращается количество некачественных швов. Применение припоя обязательно.
Флюсовая
При использовании флюса для соединения медных деталей образуются излишки расходного материала, от которых возникает коррозия. Из-за этого шов быстро приходит в негодность. Надёжность соединения зависит от качества припоя.
Вакуумная
Процедура вакуумной пайки проводится не только при соединении медных деталей, но и при обработке изделий из других металлов. Для проведения рабочего процесса используются промышленные печи и специальные контейнеры. В ходе работы используются мягкие типы расходных материалов.
Низкотемпературная
В первую очередь медленно разогревается припой. Быстро увеличивать температуру паяльника нельзя. Нужно дождаться пока низкотемпературный припой расплавится и в этот момент убрать паяльник. Состав должен самостоятельно заполнить пустоты между деталями и скрепить их.
 Низкотемпературная пайка меди
Низкотемпературная пайка меди
Высокотемпературная
Если нужно получить соединение устойчивое к воздействию высоких температур, применяется пайка высокотемпературного типа. Чтобы скрепить между собой отдельные детали, они разогреваются до 700 градусов по Цельсию. При этом применяется не обычный паяльник, а газопламенный нагреватель.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.
Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Техника безопасности
При проведении пайки нельзя не забывать про технику безопасности:
- Надевать защитные перчатки.
- Трогать скреплённые детали можно только после их остывания.
- Помещение, в котором проводятся работы, должно хорошо проветриваться.
При работе с твердыми припоями и кислотами для травления металла нужно надевать защитные очки, респиратор. Они защитят слизистую оболочку глаз и дыхательные пути от токсичных испарений. Перед началом работы необходимо проверять работоспособность используемого оборудования. Для удерживания скрепляемых деталей используются тиски или струбцины.
Пайка меди осуществляется по разным технологиям. Одни проводятся в домашних условиях, другие подходят только для производства. Зная характеристики материала и используя рекомендованное оборудование можно добиться надёжного соединения деталей. Чтобы защитить свой организм, нужно соблюдать технику безопасности.
Как паять медь: методы, особенности, совместимость с другими металлами

Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
Как спаять медные элементы: общая информация
Наиболее часто встречающаяся проблема – это необходимость пайки скруток медных проводов. Но, независимо от того, какие металлы придётся спаивать, всегда остаётся необходимость очистки поверхностей от жиров и окисла. Для этого используется канифоль, паста для пайки медных труб или паяльная кислота.
Для того чтобы элементы были спаяны прочно, рекомендуется сначала обработать их по отдельности флюсом, после чего облудить – нанести тонкий слой припоя на их поверхности. После этого их можно соединить и, добавив немного припоя, основательно прогреть. Олово расплавится и максимально прочно соединит элементы.

В некоторых случаях вместо паяльника используется газовая горелка. Она применяется, когда спаиваемые детали слишком крупные. В этих случаях даже самый мощный паяльник не способен их прогреть, а значит, о прочном соединении можно забыть. Горелка же прогревает их более основательно.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.

ФОТО: vashtehnik.ru Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.

ФОТО: almaty.satu.kz Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.

ФОТО: promelec.ru Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.

ФОТО: potok-holoda.ru Фитингов для пайки существует огромное множество
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.

ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.





Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.

ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.

ФОТО: m-chel.ru Аккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.

ФОТО: poliasmet.ru Иногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.

ФОТО: kak-eto-sdelat.info Спаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.

ФОТО: mastergrad.com Иногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).

ФОТО: cusi3.ru Сложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.

ФОТО: svarkavol.ru Спайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.





